
Post-Processing for Industrial 3D Printing: The Road Towards Automation





For a long time, post-processing has been referred to as 3D printing’s ‘dirty little secret’. With so much focus on the first two stages of the additive manufacturing process — design and production — the post-processing stage has often gone under the radar.While additive manufacturing is often lauded for its embrace of digital, automated processes, particularly in the context of Industry 4.0, almost ironically, the post-processing stage remains overwhelmingly manual. This has key implications for a company looking to adopt AM - post-processing is an unavoidable step that will, however, add time and costs to the overall production process. For companies looking to expand and scale their operations, this is oftentimes a rather frustrating bottleneck.Developing a roadmap for additive manufacturing, the Additive Manufacturing Association in German Engineering Federation (VDMA) recently identified post-processing as being the stage most in need of development to enable series production.But 2018 has seen a rising focus on post-processing for 3D prints, with companies increasingly looking to automate this stage. With the industry gradually moving towards production, developing a scalable post-processing stage will be a vital element in this transition, which too will need to evolve to enable repeatable, scalable and automated solutions. In today’s article, we’ll be looking at the challenges and recent developments surrounding post-processing in AM. But first, let’s have a closer look at the typical post-processing tasks AM users deal with.
Post-processing for 3D printing: an Overview
The reality of 3D printing is that virtually all 3D-printed parts will require some type of post-processing to improve the mechanical properties, accuracy, and aesthetics of a part. Determining the extent and type of post-processing will heavily depend on both the material and technology used, among other factors. Support removalSupport removal is usually the first post-processing step for any 3D-printed part that has been produced with supports. These can be removed by hand or, in the case of FDM parts for example, placing a part in a solvent. For example, when separated from the build plate FDM parts will first require support removal, while SLA parts must first be cleaned of any excess resin material before supports can be removed.[caption id="attachment_6355" align="aligncenter" width="500"]

SLA supports are thin structures designed to help balance the part. (Source: Formlabs)[/caption] Powder removal With 3D printing technologies that use materials in powder form, such as Binder Jetting and SLS, the post-processing stage begins by first removing unused powder. This is then followed by either surface finishing operations (SLS) or infiltration with superglue (Binder Jetting). Metal partsWith metal 3D printing, the post-processing step is considerably more involved. Printed metal parts first need to be depowdered — a process typically done by hand. One the powder has been removed, parts must be cut away from the build plate using wire EDM or a bandsaw. Additionally, for metal parts, stress relieving and heat treatment processes are necessary to reduce residual stresses and improve the mechanical properties of the part. Subsequently, parts are machined to remove support structures and ensure dimensional accuracy. Inspection Testing and inspection are another crucial post-processing step for 3D-printed parts, particularly metal. Currently, inspection for additively manufactured parts is in large part a similar process to forged and cast parts and includes visual, dimensional, external and internal testing.However, there are also some differences, since many 3D printed parts are consolidated and redesigned. To enable non-destructive inspection, companies increasingly opt for CT scanning to evaluate internal geometries and ensure there are no hidden flaws inside parts. 3D printed parts may also undergo surface finishing to improve geometrical accuracy and aesthetics. Such secondary post-processing steps include sanding, filling and painting for plastic parts as well as machining for metal parts - all of which is typically a manual process. [caption id="attachment_6767" align="aligncenter" width="500"]
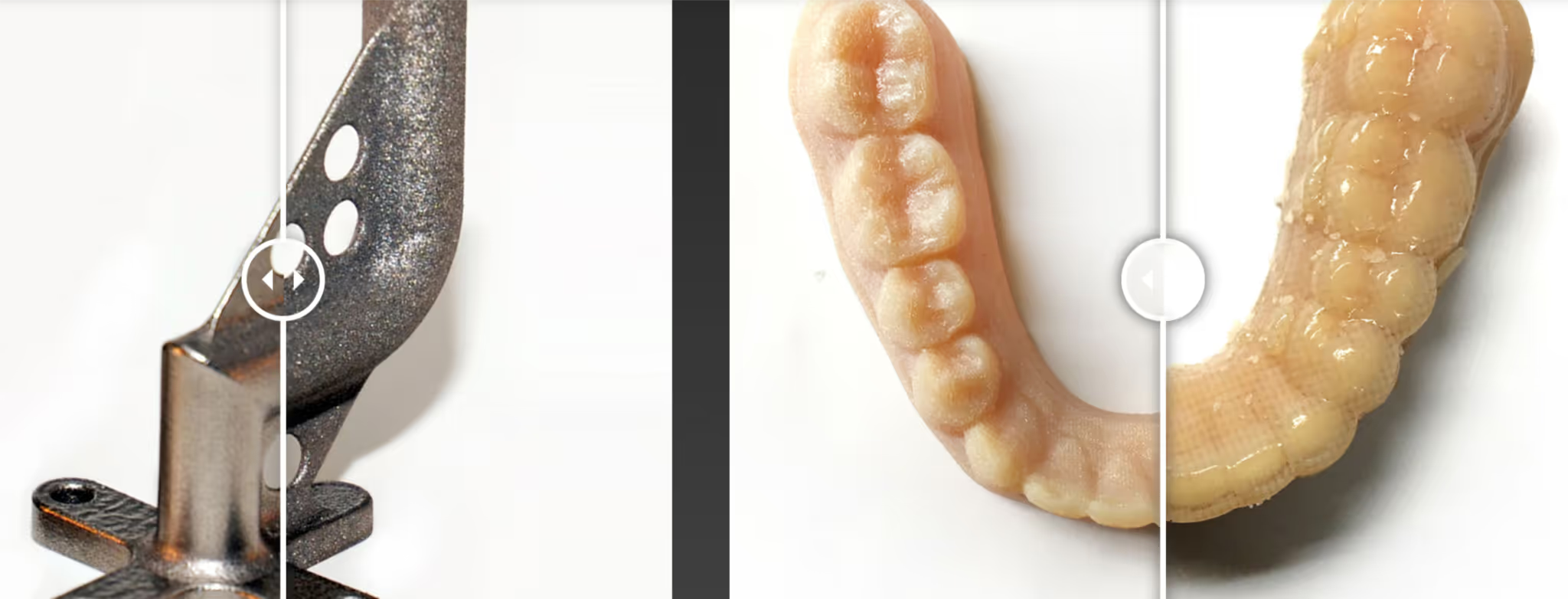
This before and after image demonstrates the importance of post-processing for 3D-printed parts (Source: PostProcess Technologies)[/caption]Post-processing for plastics[table id=5 /]Post-processing for metals[table id=6 /]
The Post-Processing Bottleneck
The majority of post-processing operations is still a heavily manual process, requiring skilled operators to perform key tasks. However, using manual methods to manage the post-processing stage can significantly increase lead times and production costs. It’s therefore no surprise that post-processing is often considered as a key bottleneck for companies looking to scale their AM operations. Bottleneck #1: Longer lead timesLonger lead times are one aspect that many companies may not be prepared for from the outset. One statistic even suggests that the post-processing stage can increase the overall process time by 17% to 100%. Additionally, since post-processing operations are often performed based on a backlog, this too can increase lead times for 3D-printed parts. Parts entering the post-processing stage will more often than not end up in a queue due to a lack of availability of labour resources or access to equipment. Bottleneck #2: Added costsFrom labour to post-processing equipment, post-processing will add extra costs that will need to be factored into the overall production budget. Minimising labour input could dramatically reduce labour costs whilst giving the opportunity to expand production by adding more 3D printers or reallocating the post-processing staff to other tasks.With metal 3D printing, expenses tend to be significantly higher. Whether it’s removing the part from a build plate, heat treatment or inspection, costs can easily add up. For example, using wire EDM to remove parts from a build plate can, reportedly, cost up to $300 per plate when outsourced and take several hours to finish, depending on the number and size of the parts.Stress relieving and heat treatment can also be very time-consuming and expensive, requiring either the purchase of expensive post-processing equipment for in-house use, or outsourcing the task, the cost for which can easily run into several hundreds of dollars per part.Bottleneck #3: Skills gapTo achieve high-quality post-processing, companies need, but often struggle to find, qualified technicians. These challenges are compounded by issues around safety, such as the correct disposal of waste generated during post-processing.
Key Developments
As more companies adopt additive manufacturing for production, the need for automation at every stage to scale is increasingly becoming acute. Within this context, several companies have already begun to develop smart solutions to address the bottlenecks within the post-processing stage. Powder removal & cleaning For metal powder bed fusion processes, depowdering and cleaning metal parts is a key step of the post-processing stage. This can be particularly challenging when it comes to highly complex or intricate parts, like infusion nozzles or cooling channels for injection moulds. German company Solukon has developed a system that features an automated powder removal process. With the help of controlled vibrations and programmable axis rotation, the SFM-AT800S ensures that metal parts can be thoroughly cleaned of any unsintered metal powder and is already in use by Siemens. Metal AM system manufacturer Digital Metal is another company with an eye towards a future of smart post-processing, having developed a computer-controlled depowdering machine. Alongside a pick-and-place robot, the system has been designed to automate key process steps by automatically removing any unsintered powder and sending green parts for debinding and sintering.For plastic parts, DyeMansion offers a Powershot C system, equipped with two blasting nozzles and a rotating basket to enable reproducible cleaning and powder removal for polymer parts. Support removal Support structures have long been considered a necessary evil in 3D printing, adding extra time and cost both to the printing process and post-processing. “Today, there’s still a heavy component of manual labour when it comes to removing supports from additive parts”, said CEO of PostProcess Technologies Jeff Mize in our recent interview. PostProcess Technologies aims to automate the support removal step for 3D-printed parts, in addition to offering surface finishing solutions. The company already provides a range of automated, hands-free support removal solutions for parts additively manufactured by FDM, SLA, PolyJet and CLIP technologies.
There are several exciting developments with regards to the support removal for metal parts. One example is US company Velo3D which has developed a powder-bed metal 3D printer capable of printing with up to five times fewer supports needed compared to other powder-bed metal systems. Another offering that facilitates support removal comes from Materialise. Its e-Stage for Metal software automatically generates support structures for metal components. Generated supports are thin and easy to remove, and reportedly can reduce the time spent on metal support removal by 50%. Surface finishingAchieving a smooth, finished look is an important requirement for both prototypes and end parts. However, completing this step manually can be highly inefficient in terms of speed and consistency. Automating surface finishing is thus yet another crucial step in bridging a gap in AM’s digital manufacturing chain.[caption id="attachment_6991" align="alignright" width="300"]

AMT's PostPro3D machine offers automated post-processing solutions[/caption]Additive Manufacturing Technologies (AMT) has developed an automated post-processing solution for 3D-printed parts, which commercially launched in September this year. The company’s PostPro3D machine automatically smooths and finishes 3D printed elastomeric or nylon parts created through powder-based and filament-based 3D printing. Interestingly, the PostPro3D is said to remove porosity, seal and smooth parts without affecting their mechanical properties, having been tested by HP and Under Armour. Combining additive manufacturing with traditional technologies opens the way for automated surface finishing for metal parts. There are already available hybrid systems on the market, integrating DED technology and CNC milling to achieve a better surface finish and tighter tolerances.Inspection & quality assurance When it comes to end parts, there is no room for uncertainty. For this reason, verifying feedstock and identifying mechanical and chemical properties of additively manufactured components is integral to the AM process. Although thorough quality audits are key to ensuring that there are no defects in parts, optimising the process for quality checks is equally important. Today, much of the inspection on 3D printed parts still has to be done manually using dedicated inspection devices - however, new solutions are emerging to digitise the management of these operations.At AMFG, for example, we offer post-production management solutions, which include Post-Processing Scheduling and digital quality assurance management solutions. The former simplifies post-processing by allowing users to plan and allocate the resources needed to fulfil any additional post-processing requirements. With the latter, users can import part documentation, such as reports, data sheets and 3D images, and compare these specifications to the physical, 3D-printed part. Digitising the QA process in this way enables greater efficiency and traceability at the inspection stage.
Post-processing: the Road Ahead
While this year has seen a range of important developments in post-processing solutions for 3D printing, much is left to be done to enable 3D printing to truly scale. Currently, companies within the industry are focusing on automating as much of the post-processing steps as possible to replace manual operations with software or robotic-driven systems. Meanwhile, design for additive manufacturing is also a key factor when it comes to reducing the need for post-processing.However, advancing post-processing in 3D printing is not only a question of developing new systems, software solutions, and bridging the knowledge gap. One of the major stumbling blocks the industry currently faces is the lack of a comprehensive set of standards related to post-processing. While work is being done in this area - for example, ASTM has released a standard for thermal postprocessing of metal AM parts - their development might take some time. In spite of these challenges, however, the road ahead seems bright; the continuous improvements in post-processing we observe today will help bring throughput, consistency and productivity the industry needs.






.svg)

Subscribe to our
newsletter
