
Quality Assurance for Metal 3D Printing: Solving 3 Common Challenges




Quality assurance (QA) is arguably the most important and yet one of the most challenging steps in 3D printing. With 3D printing being increasingly used in high-performance industrial applications, the technology must consistently and reliably deliver high-quality parts with the properties needed to meet demanding applications. When it comes to metal 3D printing, however, this has been an ongoing challenge for many manufacturers looking to invest in the technology.Today's article will be looking at the some of the key challenges companies face when trying to establish QA processes for metal 3D-printed parts and explore some of the solutions available.
Challenge 1: Ensuring the quality of your materials
Ensuring that a 3D-printed part meets the standards of highly demanding applications heavily depends on the quality of the material used.However, material qualification is an ongoing challenge for companies producing or handling metal powders. One factor complicating the process is the need to maintain the purity of metal powders used for additive manufacturing.This is especially the case for safety-critical applications, such as aircraft parts or medical devices, where the material used must be 100% free of contamination. Impurities can alter the properties of the final part which could, in turn, lead to a failed print. However, there are several ways in which metal powders can become contaminated. For example, the risk of contamination can arise during the printing process itself or during storage, transportation and handling. Taking the first example: there could, for instance, be some residue of another powder left on the build plate, leading to the blending of two different powders. Thoroughly cleaning the build plate after each production run is, therefore, an important preventive step. Another risk comes from when powder, leftover from the printing process, is reused. While the ability to reuse powder material can help to reduce wastage, it's important to note that repeatedly reusing powder in this way can potentially change the composition of the particles, as moisture, oxygen and nitrogen are absorbed. Inevitably, testing methods, suitable for additive manufacturing, will be needed to ensure that there is no contamination.
Solution: Consider CT scanning
One of the most precise ways to detect contamination in metal powders is by using Computed Tomography (CT) scanning. A CT scanner works by taking hundreds of X-ray images from different angles, from which a 3D image is created. Modern CT scanners can capture details down to three microns, with some high-resolution microCT scanners, which work on a much smaller micrometre scale, reaching down to 0.5-micron voxel size. Current microCT equipment can inspect metals ranging from aluminium and titanium to heavier metal alloys like stainless steel and Inconel.When used for qualifying metal powders for 3D printing, CT scanners can provide engineers with in-depth data on powder microstructure. This data can be used to detect foreign particle contaminants as well as measure particle size and shape distributions and detect porosity inside the particles. Obtaining this information is one way engineers can confirm the applicability of the powder for production.One company that provides CT scanning services for additive manufacturing is Expanse Microtechnologies. Speaking in an interview with AMFG, James Hinebaugh, the company’s president and co-founder, notes that “Powders are the key point of interest across the whole supply chain of additive manufacturing. Understanding what makes a good powder that spreads and prints well is a key concern for companies.“It’s important to understand 1) whether there is an ideal morphology or an ideal size or morphological distribution that can interact well with a wide variety of recoaters and printers, and 2) how we can reduce the defects in powders like inclusions and intraparticle porosity which, studies have shown, oftentimes gets trapped in a part and can’t escape the part during the print process.”These are the two areas that Expanse Microtechnologies is addressing with its proprietary MicroCT scanning solution. The company has developed advanced image processing methods, from which it is able to generate in-depth reports about material porosity, particle and pore morphology, as well as the size and shape distributions of particles.Having this information enables users of additive manufacturing to identify any feedstock issues and understand the links between the materials they use and the level of quality of the printed components. While testing and qualifying feedstock for additive manufacturing can be challenging, it’s one of the most important steps for ensuring the quality of an additively manufactured part. Currently, CT scanning offers one of the most robust and useful tools that can be used to validate raw AM materials.[caption id="attachment_5701" align="aligncenter" width="700"]
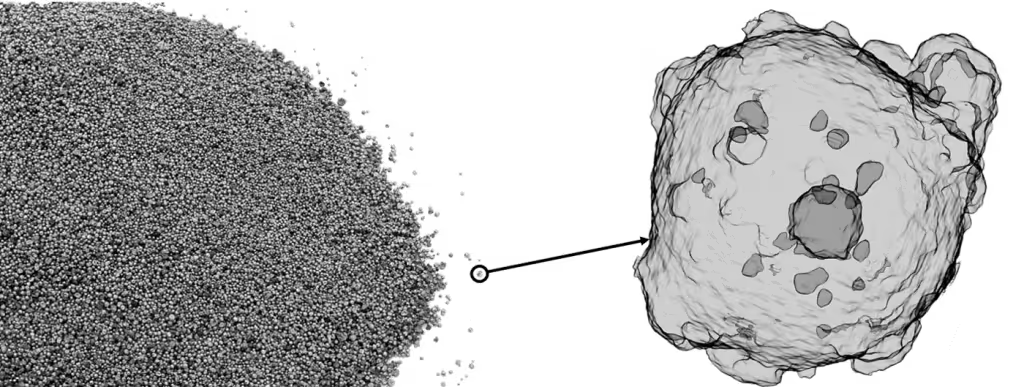
Powder characterisation [Image credit: Expanse Microtechnologies][/caption]
Challenge 2: Establishing process control
[caption id="attachment_8500" align="aligncenter" width="700"]
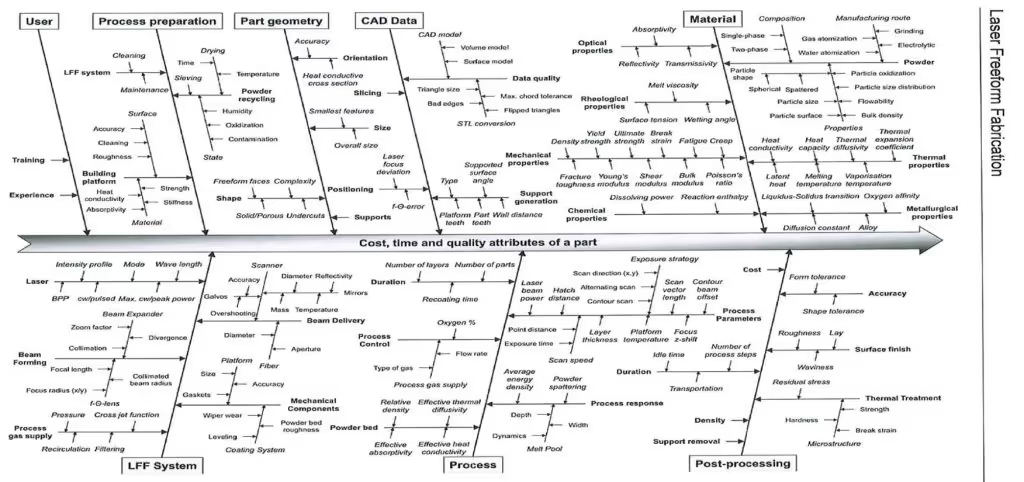
Numerous factors determine the success of the metal AM process. This diagram shows the numerous elements in the laser-based metal AM workflow that affect both the cost and quality of metal 3D printed parts. [Image credit: “Cellular Design for Laser Freeform Fabrication”, Dr. Olaf Rehme][/caption]When it comes to metal 3D printing — and powder bed fusion technologies in particular — there is a wide range of variables that can affect the form and structure of a part. These variables span the whole AM workflow, from design to build preparation and post-processing.Let’s take the printing process as an example. Here, just some of the parameters determining the success or failure of the process include the path and intensity of the laser and the speed of the printer’s recoater blade. Other factors include the design of the support structures and even subtleties like the number of times the powder has been recycled.While this list is not even close to being exhaustive, each factor has an impact on the outcome of a build and deviation in any way could affect final part quality.Currently, a trial and error is the most common approach to dealing with the wide range of variables in order to achieve a process that produces repeatable parts. However, this can involve manufacturing the final part multiple times as well as extensive testing of the part itself. Of course, adopting this approach is a highly expensive and inefficient process, and negates one of the primary benefits of the technology - being able to produce small batches of parts cost-effectively. Companies, therefore, need to adopt a more sustainable and feasible approach to process control and qualifying additively manufactured parts.
Solution: Develop a closed-loop quality control system
Three elements need to come together to enable a faster, more reliable and sustainable quality assurance process for 3D-printed parts. This includes build planning, build monitoring and feedback control.
- Planning the build
One way to better understand the printing process is through simulation. Using simulation, engineers can test how a part will behave in a virtual, digital environment before a design is sent to print. Simulating the AM process enables engineers to analyse the complex processes that occur during the printing process. As metal 3D printing is prone to issues like warping and distortion, simulation offers key insights into how a part will distort during the printing process, for example. Another example is using simulation to determine exactly how the material will melt and solidify. Engineers can then use this data to plan the build, selecting the most successful part orientation and support strategies. That said, simulation software does have its limitations. “All simulation software today has some level of assumptions built into it that limit the accuracy it can deliver. That’s probably the biggest drawback right now: they can’t be as accurate as you’d like them to be,” says ANSYS’ Chief Technologist, Dave Conover, speaking in a recent interview with AMFG. However, simulation technology is evolving rapidly, with software vendors continuing to refine their offerings. Ultimately, integrating simulation software at the design and planning stages will help to eliminate trial-and-error, whilst significantly reducing the chances of print failures. [caption id="attachment_8013" align="aligncenter" width="700"]
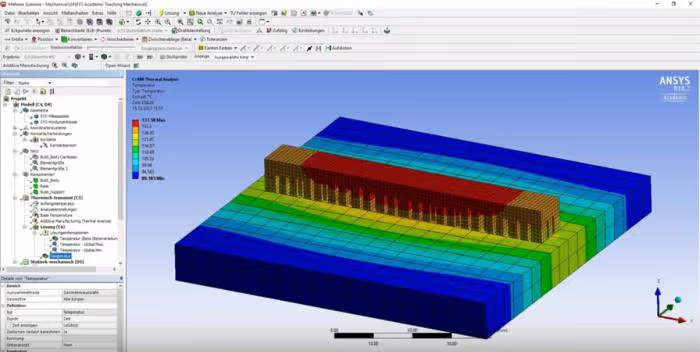
ANSYS Process Simulation of Metal Additive Manufacturing [Image credit: ANSYS][/caption]
- Monitoring the build
In-process monitoring systems can further assist the part qualification process. Sensors and cameras can be used to measure multiple aspects of the build in real-time, helping to document the build process and ensure requirements are met. With powder bed AM processes, cameras can capture the size and temperature of the melt pool, which directly impacts microstructure, material properties, surface finish and overall part performance.Engineers can then use this data to predict the likelihood of defects, such as warping or cracking, and intervene in the process well before the defects occur. As this data is documented, this can help to avoid the process conditions which may lead to these defects in future. Currently, there is a limited number of in-process monitoring technologies optimised for AM.
Sigma Labs is one company that offers a solution for in-process AM quality assurance. Its PrintRite3D quality assurance system for additive manufacturing combines PrintRite3D SENSORPAK multi-sensors and hardware with a PrintRite3D INSPECT software module. This multifaceted combination, trademarked as IPQA technology, allows melt pool conditions to be optimised during the AM process, using sensor data and establishing in-process quality metrics. Using statistical analysis of process data, reporting on part quality can be generated and used to validate repeatability. In future, the company plans to add an ANALYTICS software module, focused on harnessing Big Data analytics. The module will be able to extract meaningful and actionable information from the data collected during the printing processes to further simplify in-process quality control. As for the 3D printers themselves, some already have in-process monitoring capability built into them. For example, 3D printer manufacturer EOS offers the EOSTATE monitoring suite. The hardware and software solution is based on four different monitoring modules, including System and Laser, PowderBed, MeltPool and Exposure OT (optical tomography), which can capture quality-relevant data in real time. With EOSTATE Exposure OT, EOS claims to be the only manufacturer of metal powder bed systems offering its customers a quality assurance tool that incorporates optical tomography. This monitoring system uses a camera that collects light emissions in the near-infrared spectrum, similar to a thermal imaging camera. It can fully map each part throughout the build process, layer by layer, regardless of its geometry and size. With this approach, engineers can expand the range of detectable phenomena relevant to the quality of AM parts.MTU Aero Engines is one company that has already begun to use this monitoring solution in their serial production lines for AM aero engine parts.
- Closing the loop
Detecting and documenting the parameters during the printing process is crucial. But the ability to act upon this information in real time — a process known as feedback control — is what makes this approach even more effective. Feedback control, also known as a closed-loop system, refers to the ability to spot deviations during the printing process and automatically adjust the system to compensate for them. Maintaining control over the build process enables manufacturers to achieve consistent geometries, surface finishes and material properties that underpin quality. One company that has developed a feedback-controlled AM process is Velo3D. After raising over $92 million in funding, Velo3D emerged last summer with the release if its end-to-end metal AM solution. It comprises the Velo3D Sapphire 3D printer, the Flow print preparation software, and what the company refers to as Intelligent Fusion technology. With these key elements tightly integrated with one another, the technology enables thermal process simulation, print performance prediction and closed-loop control processing. As a result, the Sapphire system can produce parts with challenging geometries like overhangs with virtually no support structures, repeatedly and consistently. Velo3D's Flow software plays an integral role in enabling these benefits. The software runs a pre-print simulation and correction, optimising the design and adjusting the geometry and part orientation. This helps prepare the file, balancing out any deformations, so the part will come out correctly. In-situ process metrology accompanied by closed-loop melt pool control works in tandem with software, ultimately increasing the first-part success to over 90%.
Challenge 3: Reducing human error
Human error is arguably the biggest risk factor in ensuring that a 3D-printed part meets all of the standards required. This is because 3D printing still requires more human intervention than you might expect, from the design and removal of supports to post-processing and manually checking that requirements are being met at every stage. This level of human intervention inevitably increases the risk of the final part being compromised. Let’s take the post-production stage as an example. Once a build is complete, it will need to be unpacked and the various parts that have been printed in that build will need to be identified and inspected before they are sent for post-processing. The production engineer performing this task will typically need to refer to a printed job sheet, essentially matching a 2D image to its physical counterpart and checking off a list of requirements manually. This approach to inspection is not only time-intensive, but it also removes workflow visibility from the equation.Yet, many companies adopting AM find it challenging to transform the manual tasks involved into a quicker, more accurate, automated process. Since reducing the likelihood of human error is so important to ensuring the quality of 3D-printed parts, one way to achieve this is by using digital methods to automate as many of the inspection steps as possible.
Solution: Implement workflow software for additive manufacturing
Workflow software offers a digital, centralised platform to help project and production teams manage their AM production processes. In the context of quality assurance, workflow software can often provide the complete framework to help companies ensure that requirements for all parts are met. Additionally, production managers can use workflow software to make the process of inspecting parts paperless and traceable. Instead of manually inspecting each part, job sheet in hand, physical parts can be compared to their 3D, digital counterparts. For example, AMFG’s Post-Production Management tool provides a 3D viewer, which includes all part data, allowing users to inspect a part and its properties more accurately. The tool allows users to track the ratio of successful to failed parts. Parts marked as failed are automatically returned to the platform’s internal production queue to be reproduced. The biggest advantage of this is enabling users to track each action performed on a part - adding traceability and accountability to the need for quality management.
Are there industry-wide QA standards for AM?
So far, we’ve seen that understanding how to qualify processes, materials and implement digital strategies are key to ensuring companies can benefit from 3D printing for production.Industry-wide standards will play a key role in this process. With traditional manufacturing, standards are already commonplace, helping companies ensure the quality of their products and find common ground. Of course, traditional manufacturing has had decades, if not centuries, to develop relevant standards. 3D printing, in contrast, is still a relatively new process and many standards and certifications are still in development. Going forward, the industry will need to develop testing methods, protocols and reference data to reduce the cost and time to qualify AM materials, processes and parts. Fortunately, this is an area that rapidly evolving. Just last year, AMST International published its F3303 standard, which outlines ways to qualify machines and processes used to build parts using laser or electron-beam powder bed fusion. It was also noted that an additional standard to support part qualification, quality assurance, and post-processing of powder bed fusion parts is already underway. Alongside ASTM International, the National Institute of Standards and Technology (NIST) is working towards QA standards development for the AM industry. For example, NIST launched the AM Part Qualification project, focused on “the measurements, methods, and metrological systems required to create robust post-process measurements, develop a strong understanding of mechanical performance, and qualify AM parts”.
Keeping an eye on quality
Ensuring material quality and process control are crucial for producing consistently high-quality metal parts with 3D printing. However complex this may seem at first, manufacturers can take heart, as solutions to support the quality assurance process exist, bolstered by the ongoing development of industry-wide standards. Taking these challenges and strategically implementing the right solutions for your company will significantly help you capture the benefits of 3D printing for high-value, demanding applications.






.svg)

Subscribe to our
newsletter
