
Expert Interview: VELO<sup>3D</sup>’s VP of Technology Partnerships on Expanding the Capabilities of Metal 3D Printing




[caption id="attachment_9415" align="alignright" width="300"]

Zachary Murphree, VP of Technology Partnerships at VELO3D[/caption]Metal 3D printing may be an innovative technology, but it’s not without its challenges. It’s a process that requires time-intensive design considerations, post-processing and a degree of trial-and-error to achieve a successful print. In a bid to solve these and other associated challenges, California-based company, VELO3D, unveiled its laser-based Sapphire metal 3D printer just last year. The result of four years of development, the Sapphire printer boasts two key elements: its Intelligent Fusion™ technology and Flow print preparation software. The two features work hand-in-hand to enable potentially game-changing benefits, like improved repeatability and support-free prints. The latter, in particular, is possible thanks to the Sapphire printer’s ability to print extreme overhangs without the need for support structures.In this week’s Expert Interview, we’re speaking with Zachary Murphree, VP of Technology Partnerships at VELO3D, to discuss the value of its Intelligent Fusion™ technology, its most compelling applications, and what’s next for the metal AM sector.
Could you tell me a bit about VELO3D?

VELO3D came out of stealth mode with the Sapphire printer last year, launching the company publicly at the International Manufacturing Trade Show. What value does your system bring to the market?
[caption id="attachment_9418" align="alignright" width="283"]

The Sapphire 3D printer [Image credit: VELO 3D][/caption] One of the important things that we try to emphasise is that our technology is not just the physical hardware. The Sapphire printer is the most visible part of our solution, but it’s only one component. To enable the system to do what it can do requires our Flow print preparation software. The process can't be executed on other systems; we really had to develop the hardware from the ground up to enable the processes that we’re running.This combination allows us to accomplish support-free manufacturing, which comes down to process control. VELO3D has been focused on that from the very beginning. By controlling the process and executing it in a very tight window, we’re able to print parts at very low angle overhangs without supports.
How does the technology work?
The process starts with the CAD geometry. We work with the underlying CAD geometry and not with tesselated file formats like an STL file. The CAD file is first imported into our Flow print preparation software. The software allows you to orient the part and place supports — somewhat similarly to what can be done with some of the existing software solutions. But what’s different here is that our Flow software is very process-aware. The fact that it's been co-developed with the hardware means that it's a very tightly integrated system. The software is also able to predict factors like when parts will deform or when support failures will occur during the build, and can provide feedback on orientation and supports even before the print has started. We also have a deformation correction feature that allows us to pre-deform the geometry so that the part that you get out of the machine at the end of the print has the correct geometry. This is thermal simulation software.The final part of the print preparation software is the parameter assignment. This is, again, tightly integrated with the hardware so that we're able to define the parameters of the tool path in a way that's very specific to the geometry of a part. These parameters are much more nuanced than what you get from some of the conventional metal additive manufacturing systems. All of this together gives you a print file that includes a lot of the process intelligence. That’s why we call our technology Intelligent Fusion. The Sapphire printer is designed to execute those build instructions in a very controlled manner. A lot of the success we have is built around not only controlling the atmosphere, the chamber, the powder bed and the gas flow very tightly, but also the process itself. One of the things that we have on the system is a closed loop melt pool control system that allows us to hit the target temperatures for the process to be successful. We also have a non-contact recoater that allows us to build parts in ways that can’t be done on other systems.
Could you expand on the specific challenges that your technology is solving?
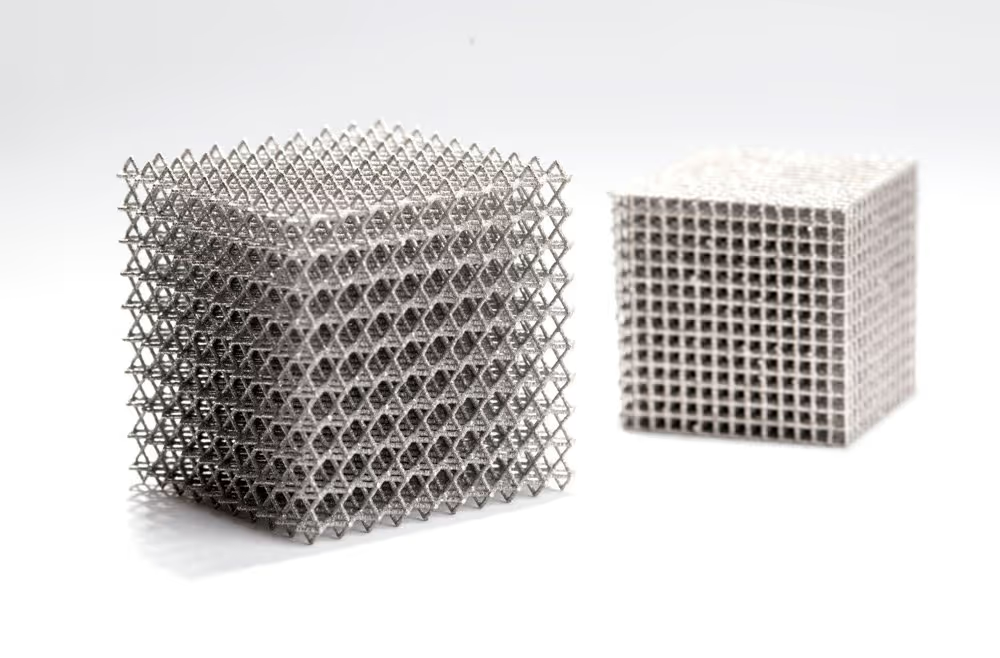
[caption id="attachment_9419" align="aligncenter" width="700"]
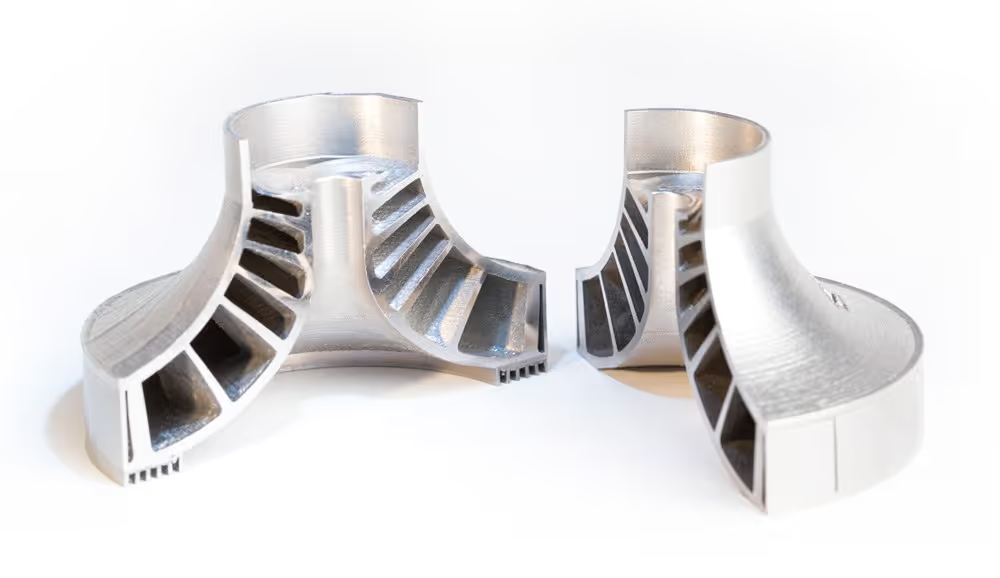
VELO3D's technology enables printing extreme overhangs without the need for support structures [Image credit: VELO 3D][/caption] When speaking with customers, I've definitely seen that engineers are keen to use metal AM as a manufacturing technique.But despite being a thirty-year-old industry, there's still a lot of immaturity in the way parts are manufactured, especially when you compare it to established manufacturing methods.When you print parts, it's often difficult to get them to be printable in the first place. A lot of that comes down to the geometric restrictions. The biggest example of this is the standard 45-degree rule, when you can't print unsupported overhangs that are less than 45 degrees from horizontal. While this is the standard, people have been pushing it a little bit lower. Depending on the material and the machine, you can get to 40 or 35 degrees. While there has been some innovation, this is still a pretty fundamental restriction. It means that often you have to put supports in places where it will be very difficult, if not impossible, to remove afterwards. If you look at a volute for a pump housing or a turbo housing, which is a toroidal-shaped, hollow-donut looking part, the supports on the inside mean that it's not a good candidate for metal AM. Shrouded impellers are another challenge. For a long time people have wanted, but really struggled, to print those parts. In the gas turbine realm, you have blisks, blades, and stator veins that are all good candidates for additive, but the amount of supports that you have to add to print them successfully makes AM not an ideal solution. If not for that, these parts would be a really good candidate for 3D printing because they are fairly difficult to manufacture with other methods.So by pushing the limits of design with the ability to print down to 5-10 degrees without any supports with a good surface finish, we’re enabling a lot of different applications.
How do you position your technology alongside other metal 3D printing technologies?
It depends on what you're doing. There are applications that are now pretty successful in metal AM. Maybe there would be a benefit from using VELO3D support-free technology to accelerate production. But at the end of the day, there are people who are printing really good parts on other systems. So I think in terms of additive, there's definitely room at the table for a lot of different players. When you compare the size of the AM industry with the size of the traditional manufacturing industry, we have a lot of room to grow before it becomes a dog-eat-dog world. While we think that our technology can replace a lot of the current technologies, that doesn't mean that there isn't room for others as well.
In which industries do you see the biggest growth opportunities for VELO3D?
Unsurprisingly, aerospace is a key industry because they've been an early adopter of 3D printing. The reasoning is quite clear: they do high-value manufacturing, they have parts that are expensive to manufacture and have a lot of geometric intricacies so they can benefit from metal AM. And the aerospace industry is vast. There’s propulsion, which you can break down into gas turbines or non-air breathing applications like rocket engines, which is another really good application. Next, you have aerostructures — actual structural components — in aviation and satellite structures in space[caption id="attachment_9420" align="alignright" width="296"]

A 3D-printed heat exchanger [Image credit: VELO 3D][/caption]There's also a lot of applications on the electronic side, particularly around enclosures and radio-frequency components. Heat exchangers are another component that can be difficult to manufacture traditionally, depending on the geometry. So in aerospace, there's a lot to chase. Then there’s the opportunity for metal AM in industrial applications, mostly because it's somewhat similar to aerospace. Although not as high-value, the applications may include fluid power components or other pump, manifold and heat exchanger type of parts.
What are some of the biggest pain points that you see when customers contact you?
The biggest challenges are around the geometries that can be printed. Another big thing that the industry needs to address to be more widely accepted is the part-to-part variation. If you're an engineer designing parts for metal AM and they're critical components, you have to take a pretty big hit on your design allowables to be able to use metal additive.The reason for that is that the consistency of the material that comes out of the system is not necessarily what you want it to be. You have to design for the weakest part you might get, which means you're not fully leveraging some of the capabilities of AM, especially when it comes to lightweighting or performance improvement. You have to have a lot of margins built into your part. One of the things that we're also trying to address with our system, and with a lot of the built-in metrology capabilities, is the part-to-part, build-to-build and machine-to-machine variation, as well as the mechanical properties of the end part. That's something that will open up a lot of doors because there is still hesitation around using metal AM, and people aren't 100% confident in what they're going to get out at the end of the day.
What advice would you give to companies wanting to adopt metal AM technology, but not knowing where to start?
There are different motivations behind adopting AM technology. Some people have a corporate drive to just adopt metal AM. But that’s not necessarily something that leads to compelling cases for metal additive. I think It's really important to have a compelling reason to need metal additive. A lot of times companies will say, “What if we make the exact same part with metal additive? How do we do cost comparisons? Do we put it all into a matrix and figure out what's the most cost-effective?” That’s not necessarily taking advantage of all that metal additive offers.When it comes down to it, metal AM is another tool in the manufacturing toolbox. You need to have the pain to make the transition. So you need to have a part that you need to make, or that you're having difficulty making with some other manufacturing technique, or you need more functionality from the end product that requires you to design new features and new geometries.
How would you describe the current state of the AM industry, and how do you see it evolving over the next five years?
[caption id="attachment_9423" align="aligncenter" width="700"]

A 3D-printed blisk [Image credit: VELO3D][/caption]Metal AM is maturing. There are some clear cases of companies successfully getting into production. We're reaching an inflection point and the number of parts that are actually going into production is increasing. Five years from now, you'll see a lot of contract manufacturers that have scaled up considerably and have hundreds of these systems on their floor, producing parts with long-term contracts for production. The industry has been working towards that for a long time. People are gaining confidence in metal additive as a solution. VELO3D‘s technology will play a big role in that because our goal is to accelerate production and give people confidence in the quality of a part that comes out at the end of the print. With those two things combined, you can start to pull in quite a few more applications that may be questionable today but could really be good candidates for AM.
Are there particular trends that you're excited about?
There are quite a few exciting trends that we see.One area I’m particularly excited about is the space market, specifically around rockets and small sats.There are innovative companies that are iterating quickly and have fast development cycles. They're looking for high-value end parts well-aligned with the capabilities of VELO3D‘s Sapphire system. It's a market that is fast to adopt and set to grow by a pretty considerable amount. The other great thing is that the market has a lot of adjacencies and feeds into the more traditional aerospace market as well. These smaller, faster companies can get some of the things worked out over the next five years that will pull in the major defence contractors and aerospace companies.
What does the materials development look like at VELO3D? Are there plans to further expand your material portfolio?
Right now we're printing in Inconel 718 and Ti64. We're trying to be customer-driven, so our future material development is going to be driven by strong business cases. There are strong business cases around other titaniums and aluminium, but not necessarily the same materials that are the common offerings from other metal AM manufacturers. We want to be addressing specific customer needs and be responsive to what the market is asking for rather than what is necessarily possible today.
VELO3D has recently partnered with Praxair. What does this partnership mean for you?
We've had a really great relationship with Praxair Surface Technologies. They are one of our certified powder vendors.We're trying to make sure that our customers have access to high-quality feedstock and Praxair is absolutely a supplier of that. With them, we're working on the development of new alloys and making sure that our customers are satisfied in the alloys they're getting from their suppliers.
What has been the reaction from your customers since you’ve launched?
It's been positive. I definitely get the sense that our customers are excited when they see the full breadth of what we're taking on here, and how we've set out to solve a lot of the problems that exist with the software and the hardware around metal AM. That speaks to being a customer-driven company: understanding the challenges our customers face and developing solutions to make their lives better.In general, I love giving tours here at VELO3D, because the response is always so enthusiastic, and people seem to be really excited to start using the technology and bring it in-house.
Finally, what does 2019 look like for VELO3D?
2019 is going to be a really exciting year for VELO3D. We're starting to get out in the market, and people are becoming much more aware of our company and capabilities. We're seeing that in both the demand for the system and for parts printed on the system and for the system itself.For us, this will be the year of support-free technology, when we really start to get people designing VELO3D into their final product. To learn more about Velo3D, visit: www.velo3d.com






.svg)

Subscribe to our
newsletter
