
Expert Interview: Aconity3D Managing Director Yves Hagedorn on Helping Companies Innovate with Additive Manufacturing




Adopting metal 3D printing can be challenging due to the need to develop applications, qualify materials and processes. To overcome these challenges, German company, Aconity3D, provides flexible laboratory metal 3D printing systems that enable its customers to experiment with process parameters and research new applications for the technology. In this week’s Expert Interview, Yves Hagedorn, Managing Director at Aconity3D, discusses the benefits of hardware systems with open architecture and why design software is one of the key challenges in metal 3D printing.
Could you tell me about Aconity3D?
[caption id="attachment_10527" align="aligncenter" width="700"]

Co-founders of Aconity3D, left to right: Hendrik Blom, Yves Hagedorn, Andreas Goerres [Image credit Aconity3D] [/caption]At Aconity3D, we offer everything that’s needed for metal additive manufacturing. We provide special machine components and different modules, which can be combined to create equipment designed for specialised applications. That’s because we believe that there is no one system that can suit all possible applications in the whole market. Our customer journey starts with consulting. For example, a customer might approach us to see if it’s possible to 3D print magnesium. In this instance, we’d do some research in our second business unit, which is material distribution, and find out for our customer where to get the specific material in question. At our third business unit, we’d do some testing to ensure that the material is feasible for being processed with additive manufacturing. And if that all works, and a customer is satisfied, we’d act as a job shop and manufacture that specific application for the customer. In the long run, the customer might decide to buy our equipment which has been designed for that specific application. Our approach enables our customers to conduct efficient research in terms of extending the scope of the applicable materials. If customers have certain materials for special applications which are not yet qualified, they can do a lot of research towards qualification with our equipment. They can use various parameters, they are completely free from the software side and can also perform changes on the hardware, depending on the parameters they need. Ultimately, we want to be a one-stop-shop for customers. However, selling equipment is our main business.
What was the motivation behind founding the company?
Well, if you want to extend the scope of additive manufacturing, either in terms of applicable materials or by increasing productivity or dimensional accuracy, you need full access to the hardware and to all possible parameters in the process. We saw that there was no system on the market that will allow you to do this. And that was when we came up with the idea to provide customers with the possibility of finetuning their process. That's when Aconity3D was born. We soon realised that we have a real asset and that we can actually fulfil a real customer need to have access to both the hardware and software.
Are there specific industries that would benefit the most from the technology and services that Aconity3D provides?
There is no specific industry, since the industrial applications for additive are as manifold as the possibilities. Let’s take the medical industry, where there’s a huge field of applications. For example, you can have titanium implants or even magnesium, which is bioabsorbable. There are also applications in the medical sensor industry. The same is true of aerospace. The aerospace industry has an interest in extending the scope of applicable alloys for plating, for instance, or high-temperature alloys. Automotive is also another interesting example because the industry is very cost-conscious. This means that automotive companies only want to pay for what they get. Our value proposition is our high flexibility, which allows us to leave out everything that isn’t needed for that specific application. This allows us to compete with traditional manufacturing technologies.
When it comes to metal 3D printing, which applications are best suited for the technology, and how can companies begin to identify the right types of applications?
It's good to consider additive manufacturing if you have components of small sizes and complex structures. Another reason to use additive may be to combine new materials where it was previously impossible to do so — take copper and chromium as an example.The main hurdle here is that for almost all applications, producing a part is more expensive with additive manufacturing when compared to milling or other traditional manufacturing technologies. One exception is dental restorations: for these, additive manufacturing is cheaper than milling. That’s why it was one of the first industrial applications for powder-based laser melting. Another exception is glasses frames, which is also a great application for additive.But for all the others, there’s often a conflict between the business case and product life cycle costs. That's the main hurdle because a lot of customers simply have no idea about their product life cycle costs. To put it differently, you’re now able to have a functional integration. So for instance, you can integrate cooling channels into a housing, but it's really difficult to put a price tag on that. So the main challenge is to do the part screening and find a valid business case for your additive application and production.
What are the key challenges of metal 3D printing, and how have you addressed them?
In my opinion, one of the key challenges lies in part design and the according software solutions for data preparation. When it comes to additive manufacturing, standardisation is still a challenge and I believe this is in part due to the fact that the software is not really standardised. For instance, take the many different data formats for each individual system provider. Also, in terms of part design there are limited to no guidelines as a consequence of the sheer flexibility of additive production. This is also the reason, why dental restoration frameworks were the first true industrial application: A completely automated part design and data preparation framework – a precondition for series production of single lot size parts.For the first time since the 70s, we’re now in a situation where we can build more complex parts than we can actually design or simulate. Thus, design and data preparation are still a bottleneck in this industry while the emphasis is put on higher productivity hardware systems, with intelligent software solutions being excluded from this equation. Preparing parts so that they are suitable for additive manufacturing is a key skill and also needs quite a lot of time. I’ve seen examples where part design and data preparation took more than two weeks, while printing the part took only two days. This is simply inefficient to design a part for that amount of time. And that's where the problem comes in, in my opinion.
Could you share any of your customer success stories?
Yes, definitely. We’ve had customers who are now producing magnesium parts for medical applications. We have others who’ve won FDA approval for their titanium implants. In the automotive industry, we had a specific request for a high productivity system. So we provided a four-laser system with full overlap on a 400-millimetre diameter plate. I think we're the only ones in the market who were able to do so, and it has a significant impact on productivity. Further customers exploit the possibility of high-temperature preheating for expanding the scope of applicable materials towards highly alloyed tool steels, Titanium Aluminides and certain nickel-based superalloys.
How do you see the AM industry evolving over the next few years?
The industry has definitely matured in the 12 years I’ve been involved in additive. When I first started, there was a lot of hype. Now, the hype has abated somewhat. The evolution of the technology has helped to unlock many applications for additive manufacturing, but all these applications still require a high level of expertise. Today, you can buy certain desktop 3D printers for less than 1000 euros, which makes many people believe that you can buy industrial tooling machines, like those expensive powder-based laser melting systems, press play and you’ll immediately have your business case. Obviously, that’s not the case with industrial additive manufacturing. There is a major challenge in training and developing expertise. And I think that's where the whole industry will need to continue to evolve. Having more expertise within the industry and, most of all, having more standardised processes and reliable products will be key for industrial adoption of additive manufacturing.
Are there any developments in the AM industry that you're excited about?
Yes, definitely. We have a strong focus on not only in-process monitoring, which means using different sensors to obtain as much information as possible out of your process, but also on using that information to do in-process control.I think that's the Holy Grail for AM because with in-process control you’re able to almost immediately react on deficiencies within your process. This will make the systems a lot smarter.
Could you talk a bit more about in-process monitoring and control, and what Aconity3D is doing in that space?
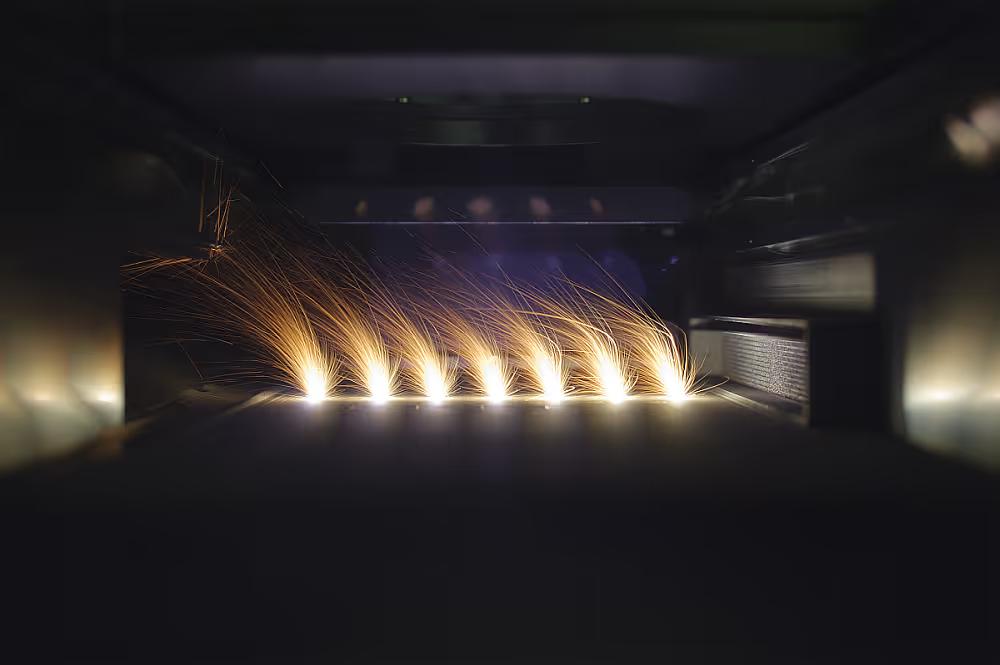
[caption id="attachment_10529" align="aligncenter" width="700"]
In-process monitoring [Image credit: Aconity3D] [/caption]Our company is a spin-off from the Fraunhofer Institute for Laser Technology, where powder bed laser melting originated. With that background, we were able to implement different optical sensors to go with the processing laser. And that allows you to draw a lot of information immediately from the interaction zone, melt pool and laser. This, however, leads to other challenges associated with Big Data. What do you do with that huge amount of recorded data? How do you make sure you skip the data you don't actually need? And how do you distinguish between useful and useless data? I think that's where the industry is currently at. And that's what we’re also doing. We use a high-speed camera to look inside the process and learn from it, and we also have different sensors enabling a closed-loop in process control.So if you have that system in place, you can detect if your melt pool is too hot or too large, and you can regulate that through laser power, thus reacting to that signal from the process. That's really fascinating to me. And I think there's still a lot of potential here.
Aconity3D has recently announced a partnership with Aerosint. What does this partnership mean for your company going forward?
Ever since I've been in the industry, people have been interested in multi-material metal parts. And it was always the problem of what should come first, the application or the technical development. For some time, nothing really happened in that direction. And then we met with Aerosint, a Belgian company that has developed a powder deposition device capable of laying down two different materials in the X and Y dimensions on a powder bed. This is basically what has been lacking in multi-material additive manufacturing. Now we come into the equation with the ability to react to the altered powder pattern or material pattern on our build plate by changing the required process parameters for each individual material. This means that both partners, Aconity3D and Aerosint, have a strong foundation to make that multi-material AM dream come true.
What new applications could be opened up with the possibility of multi-material metal 3D printing?
One industry that could really benefit is the jewellery industry. Creating graded materials, from copper to chromium, may be another opportunity. Those could be used for tooling within the moulding or forging industries. For example, with multi-material 3D printing, you could use copper to create cooling structures and chromium or steel to create the outer surface of the part. If you have gradients, you may also be able to grade your mechanical properties. This could be useful in the medical field for the reduction of stress shielding. This effect occurs when metal implants are too dense, causing a bone to lose its strength. Stress shielding could also be reduced by changing the mechanical properties of the implant with the help of multi-material 3D printing. However, before new applications are developed, I think there needs to be a technological push to show the capabilities similar to the current capabilities of additive manufacturing.
What does the future hold for Aconity3D?
We’ll continue to expand the scope of applicable materials which, similarly to multi-materials, will allow us to offer new applications for our industrial partners. We want to dive deep into specialised series applications. We understand that with niche applications, it can be really difficult to qualify new materials, especially when it’s only for one customer. However, our bread and butter is to ensure that our customers are satisfied and can exploit the applications that they have in mind. We ultimately want to be the enabler for innovation for our customers.To learn more about Aconity3D, visit: aconity3d.com






.svg)

Subscribe to our
newsletter
