
Expert Interview: Oerlikon's Principal Engineer for AM, Matthew Donovan, on 3D Printing for Aerospace





Oerlikon, a global technology and engineering group, serves some of the most safety-critical industries, including aerospace and defence. Increasingly, additive manufacturing has become a key part of its offerings, with the company establishing a $55 million Innovation Hub & Advanced Component Production facility in the US earlier this year. In this week’s Expert Interview, we sit down with Matthew Donovan, Principal Engineer for Additive Manufacturing at Oerlikon, to discuss how it continues to develop an end-to-end AM production facility, exciting AM trends to watch out for and why standards are critical for the future of the industry.
Could you tell me about Oerlikon?
Oerlikon is a global company and a manufacturing leader in both its Surface Solutions and Manmade Fibers segments. Part of the Surface Solutions segment, Oerlikon AM, provides additive manufacturing solutions, from metal powders to prototyping and series production.
How did you first become involved in additive manufacturing?
[caption id="attachment_11324" align="alignright" width="298"]

Matthew Donovan, Principal Engineer of AM at Oerlikon [/caption]My background is in aerospace. Before coming to Oerlikon, I spent the last 20 years working, primarily, on gas turbine engines, hot section components and combustion section components. I have a background in fuel delivery systems, mainly for aerospace gas turbine engines, but also for industrial gas turbines and fuel cell reformers. I’ve also worked on various R&D efforts with NASA and other companies. So I’ve had experience working with high-strength, high-temperature materials for very demanding environments.I began as a manufacturing engineer, learning the ins and outs of how to manufacture and build parts and spent time as a quality engineer doing field investigations for those same components. I started working in advanced manufacturing in 2006. I began to encounter challenging geometries and components that we couldn't really make with conventional manufacturing. At that point, I was working with Morris Technologies on metal 3D-printed components. We started developing components for fuel injectors using additive manufacturing. Over the years, I developed a few components using additive manufacturing. I worked for United Technologies, assisting the entire enterprise in developing and implementing AM technologies, mainly with a focus towards flight certification hardware. As we were working to implement these components, one of the major gaps I discovered was that there was a complete lack of standards on how to make parts and how one certifies them.
Much of the cost associated with aerospace isn’t necessarily the components themselves, but the certification. We must provide complete traceability for every component that we make. Developing the standards for how we do that and implement that for additive was quite a challenge.
I started to work on AM standards with ASTM F42 around 2009. I've helped draft some standards and subsequently served on a few committees. I co-authored the design guide for metal powder bed fusion by laser, ISO ASTM 52911, with ISO/TC 261 and ASTM F42. Through that work with United Technologies, working with many highly talented people and having access to a number of great resources, we were able to come up with various innovations and develop some really leading-edge products for AM metal powder bed.
What does your role at Oerlikon entail?
I began at Oerlikon in 2017, and my role, now, is Principal Engineer for AM. My role has been focused heavily on the implementation and development of production-ready AM metal technologies. We started as a start-up division of the Surface Solutions Group. We’ve built a new facility in Huntersville, North Carolina, which we moved into a little under a year ago.It's a 120,000 square foot facility which currently operates 18 metal powder bed systems. On-site, we have HIP (Hot Isostatic Pressing) and vacuum furnace capabilities, as well as post-processing, powder handling and inspection capabilities.
The goal has been to establish this facility as a true end-to-end AM production workflow, with control of every aspect of the supply chain, so that we can provide traceability for our customers.
My role in that has been, chiefly, in machine certification. I work closely with the machine OEMs on the installation and qualification of our machines and then getting them certified for their capability and cross-capability for components across different machines. We’re then able to understand the machine capabilities, the tolerance and the precision of an individual machine to produce geometric tolerance of an AM component and the differences between our machines and then tune them so we can deliver the same product across multiple machines.[caption id="attachment_11169" align="aligncenter" width="740"]

Bionically optimised bracket for aerospace application. Image credit: Oerlikon AM[/caption]
Standardisation has been a really big talking point, especially for industries like aerospace. How have things developed over the time you’ve been involved in the industry, and what is the current status of AM standardisation?
There have been some very good developments. We need standards, especially in aerospace, but also in other safety-critical areas like medical, nuclear and energy. The key thing about standards is that they allow everybody to speak the same language and understand what a product is capable of. With the absence of standards, everybody was effectively building parts and performing their work in often very similar ways, but not in the same way. They weren't talking the same language. It's very common for people to refer to different terms to mean the same process, or refer to the same term and mean radically different processes. Developing standards allows you to talk in the same language across the board and understand what you mean when you refer to, say, a qualification build, or feedstock, or machine qualification level. In aerospace, if you don't have a standard that you can certify a part against or typically, multiple standards to identify the part that you're making, its mechanical properties, performance and tolerances and to be able to trace it back to the original lot it came from, all the way back to the chemical composition of the elements that went into it, then you can't put it on an aerospace platform.We can do incredibly complex geometries and make parts with AM that just are not physically possible any other way. We can save a lot of weight, time, material and cost by making parts through AM. The design and manufacturing freedom AM provides us is clear. But the drawback is that it's great if you can make the part, but if you can't prove that it's a good part, it doesn't do anybody any good.
Standards are what get us across that line to be able to manufacture and sell parts and be able to use them in production for aerospace.
So aerospace standards are one of the key pieces of the puzzle before you can make parts. There have been various development organisations that have been working very hard in this area for a long time. I've been working as a volunteer on ASTM standards for about 10 years now, and I have seen the benefits of what we do. As I mentioned, I contributed to the original titanium standard for powder bed fusion. That first one took me (and several other people), a little over two years to get that first one validated. Subsequently, we've been able to turn around additional ones in about half that time. Things are really starting to accelerate now. ASTM recently launched its Center of Excellence based in Auburn, Alabama, in conjunction with Auburn University. The intent behind that was to apply targeted research and development funding and effort through collaboration partners to achieve more standards quickly. There’s been much industry and government body collaboration to identify the gaps and standards that we perceive in the industry, which is what we need to move forward. You may have heard about the ANSI roadmap. It's a very good document that some of us in the industry have contributed to, in order to identify what our key gaps are, that we need to fill to achieve true production for additive manufacturing. On the latest version of that roadmap, I believe there were 91 gaps identified, largely in standards areas, and some of them are very high priority ones. The ASTM Center of Excellence is one vehicle that's being used to apply R&D to close those gaps in standards. In another area, SAE International has its Aerospace Materials Specification (AMS). The first ones for additive powder bed fusion were AMS 7000, 7001, 7002 and 7003 for nickel alloy 625, which was recently released. Those are excellent bodies of work that will yield a lot of results. Many of us are using these standards already to develop production parts.[caption id="attachment_11167" align="aligncenter" width="740"]
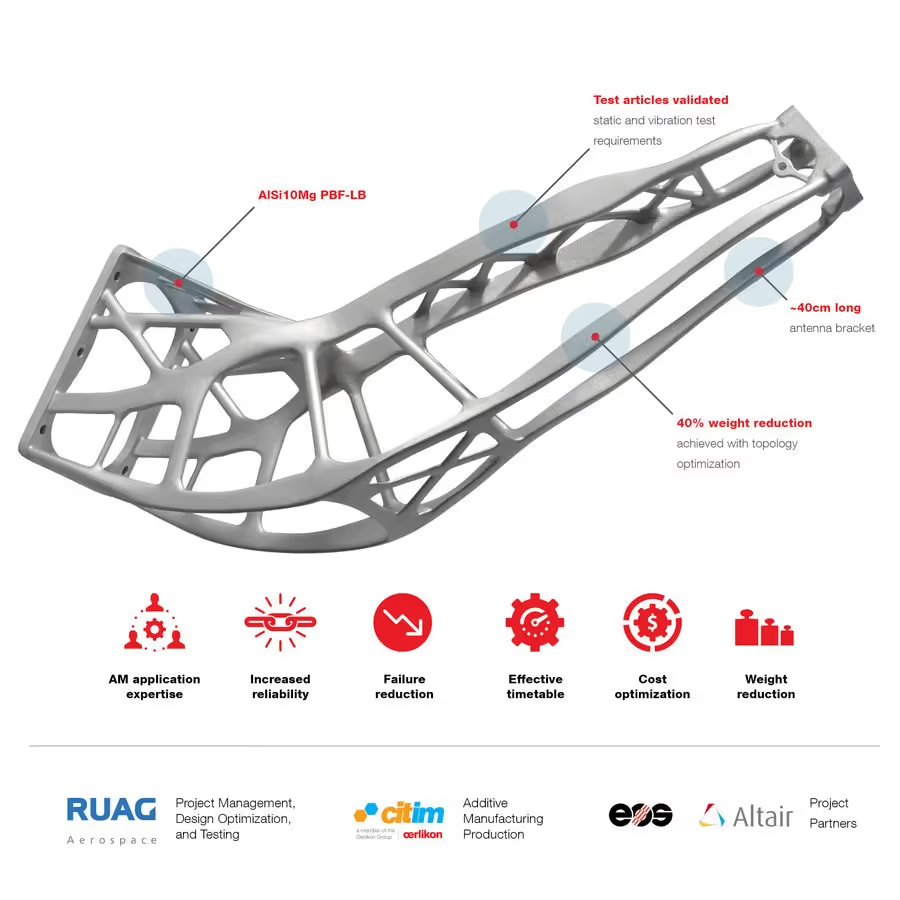
Sentinel Satellite Antenna Bracket produced with AM. Image credit: Oerlikon AM[/caption]
With your experience of adopting AM, what have been some of the challenges in integrating the technology internally and how have you navigated that process?
Oerlikon AM has aimed to provide AM solutions that meet the requirements of the most demanding industries, such as aerospace and medical among others.Across our various facilities we have the right quality systems in place, such as AS9100 for aerospace and ISO 13485 for medical. But regarding integrating all the systems needed to get there, that has been a challenge, although there are some solutions out there that provide pieces of the puzzle. I would say that there is no one solution that covers every single aspect of what we need, end-to-end. But there are a lot of good tools that cover portions of that whole end-to-end supply chain.So one of our challenges is to identify the solutions that cover different aspects of our supply chain, bring onboard those that cover the aspects that we need and integrate them.For example, some solutions handle financial and inventory very well, but they don't do very well for manufacturing workflows. Others handle manufacturing workflows and production planning well, but don't handle, say, build time estimation, material review issues, or geometric component issues, such as blueprints and 3D models.So there are a lot of different aspects, and our challenge is integrating all those different pieces to have a seamless end-to-end solution. It's a pretty manual process presently, but we're working to make it a lot more automated as we go forward.
Are you able to share any success stories of how you've used AM in production?
While I can't specifically refer to those customers without getting their authorisation, we do have several components that are actively in production. Some that I can think of, off the top of my head, are aerospace and defence-related components. So one is a flight component that is part of a mission system on a military helicopter. We've been in production for that component for two years now and have successfully delivered over 200 units to date. We also make another component that is used for a ground sensor, where you have an integrated system of 80 different individual components into one monolithic piece. That one has also been in production for nearly two years. We do have a number of other production components we make — for oil and gas and subsea exploration areas, that are in active production for undersea robotics — for another of our customers that we are making parts for, that are actively used both in oil and gas, drilling and exploration, and undersea robotics.
How do you see additive manufacturing evolving over the next five years, both in terms of the technology and the industry overall?
Over the next five years, I see technology evolving with more multi-laser systems, which will enable parts to be produced faster, thereby driving down the cost of components. This will further drive the implementation of AM parts.
The cost of parts is a key factor, and laser time is your main driver for the cost of an AM component. So, if you can squeeze more lasers into a part and be able to certify the components, using those multi-laser systems, you'll be able to build the same part faster and therefore cheaper. The other evolution is that we'll have better in-process monitoring systems. There are a few different ones currently available by different manufacturers, but my impression is that while many of them are good systems, they're not yet at the level of capability that users, such as I, would need to be able to implement them at a true production rate. My hope is that we’ll soon have true in-process monitoring, so that we can monitor what is happening in the machine during the process and be able to identify issues with a component before it leaves the machine.The ideal scenario would be to have intelligent software that can identify issues and potentially make corrections with engineering support on the fly. Of course, better still would be to have truly robust machines that don't have any issues and are just running 24/7.
Are there any trends that you're excited about?
I'm excited about various developments, with in-process monitoring systems, like I mentioned, being one.
There are also some new materials that are being developed and launched. We are developing a few different materials that enable certain of our customers to make some very revolutionary components.
The other thing I'm excited about, is that there is much more diversification in manufacturers across the world. Early on, most AM machines were being produced in a handful of countries in Europe. Now there are new manufacturers and various countries that are applying different and novel approaches to building machines. They're driving down the cost of the machines, and they're learning, from their use across the industry, to make them more intuitive for the operators. My experience for the first few years with these machines, was that they are very fussy and require a lot of attention and “babysitting”. And frankly, a lot of the machine design wasn't very manufacturing friendly. I see a lot of user-friendliness being built into the machines now, as machine manufacturers get feedback from their users. But also, the increased competition from different manufacturers across the planet is, I think, helping to drive innovation in the systems, drive the cost down and drive the usability up for the machine systems.[caption id="attachment_11170" align="aligncenter" width="740"]

Additive manufactured inter-locking end fitting for load introduction into a hybrid driveshaft. Image credit: Oerlikon AM[/caption]
What's next for Oerlikon, especially for the facility that you're helping to oversee and run?
Our short-term goal for this facility is to get all the equipment we've purchased installed and certified. So we have 18 metal powder bed systems online and operational presently, and we’re doing production hardware on many of those systems. Our next step for those, is to complete material properties for all our material systems across all our machines and the data sets for them. But that is very time consuming and expensive. Fortunately, we have a lot of very talented people here with a lot of materials, metallurgy and engineering experience, and I'm very proud to be a member of that team.The other goal is to stand up all the other equipment to achieve that true end-to-end manufacturing production facility. We've recently brought our HIP furnace and vacuum furnace online, and we're working to get those certified. We’ve also brought in some CNC equipment, and we have a substantial number of additional furnaces and CNC equipment for post-processing to bring in as well. So, the goal is to get all this equipment installed, certified and operationally integrated to create a complete, cohesive manufacturing system.To learn more about Oerlikon, visit: https://www.oerlikon.com/en/






.svg)

Subscribe to our
newsletter
