
Experteninterview: Matthew Donovan, leitender Ingenieur für AM bei Oerlikon, über 3D-Druck für die Luft- und Raumfahrt





Oerlikon, ein globaler Technologie- und Engineering Konzern, bedient einige der sicherheitskritischsten Branchen, einschließlich der Luft- und Raumfahrt und Rüstungsindustrie. Gerade in diesen Bereichen ist die additive Fertigung in zunehmenden Maße zu einem wichtigen Bestandteil des Angebots geworden. Zu Beginn dieses Jahres hat das Unternehmen in den USA eine Produktionsstätte für innovative Hubs und fortschrittliche Komponenten im Wert von 55 Millionen US-Dollar eingerichtet. Im Experteninterview dieser Woche setzen wir uns mit Matthew Donovan, Leitender Ingenieur für Additive Manufacturing bei Oerlikon, zusammen, um zu erörtern, wie die Entwicklung einer durchgängigen AM-Produktionsanlage fortgesetzt wird, welche aufregende AM-Trends zu beobachten sind und warum Industrienormen für die Zukunft der Branche wichtig sind.
Können Sie mir etwas über Oerlikon erzählen?
Oerlikon ist ein globales Unternehmen und führend in der Herstellung von Oberflächenlösungen und Chemiefasern. Als Teil des Segments Surface Solutions bietet Oerlikon AM Lösungen für die additive Fertigung an, von Metallpulvern über Prototyping bis hin zur Serienfertigung.
Wie sind Sie zum ersten Mal mit der additiven Fertigung in Berührung gekommen?
[caption id="attachment_11593" align="alignright" width="298"]

Matthew Donovan, Leitender Ingenieur für AM bei Oerlikon [/caption]Mein Hintergrund liegt in der Luft- und Raumfahrt. Bevor ich zu Oerlikon kam, habe ich die letzten 20 Jahre hauptsächlich mit Gasturbinentriebwerken, Komponenten für heiße Abschnitte und Komponenten für Verbrennungsabschnitte gearbeitet. Ich habe Erfahrung mit Kraftstoffversorgungssystemen, hauptsächlich für Gasturbinentriebwerke in der Luft- und Raumfahrt, aber auch für Industriegasturbinen und Brennstoffzellenreformer. Ich habe auch an verschiedenen Forschungs- und Entwicklungsprojekten mit der NASA und anderen Unternehmen gearbeitet. Daher habe ich Erfahrung mit hochfesten Hochtemperaturmaterialien für sehr anspruchsvolle Umgebungen.Ich begann als Fertigungsingenieur, lernte die Herstellung und den Bau von Teilen und verbrachte dann einige Zeit als Qualitätsingenieur in Felduntersuchungen für dieselben Komponenten. Ich habe 2006 angefangen, in der fortgeschrittenen Fertigung zu arbeiten. Ich stieß auf Geometrien und Komponenten, die wir in der konventionellen Fertigung eine Herausforderung darstellten und nicht wirklich hergestellt werden konnten. Zu diesem Zeitpunkt arbeitete ich mit Morris Technologies an metallischen 3D-gedruckten Bauteilen. Wir begannen mittels additiver Fertigung mit der Entwicklung von Komponenten für Einspritzdüsen. Im Laufe der Jahre habe ich mithilfe der additiven Fertigung einige Komponenten entwickelt. Ich habe für United Technologies gearbeitet und das gesamte Unternehmen bei der Entwicklung und Implementierung von AM-Technologien unterstützt, hauptsächlich mit dem Schwerpunkt auf Flugzertifizierungshardware. Als wir an der Implementierung dieser Komponenten arbeiteten, stellte ich fest, dass es an Industrienormen für die Herstellung von Teilen und deren Zertifizierung mangelte.
Ein Großteil der mit der Luft- und Raumfahrt verbundenen Kosten entfällt nicht unbedingt auf die Komponenten selbst, sondern auf die Zertifizierung. Wir müssen für jede Komponente, die wir herstellen, eine vollständige Rückverfolgbarkeit gewährleisten. Die Standards dafür zu entwickeln, die Vorgehensweise und das für Additive umzusetzen, war eine ziemliche Herausforderung.
Ich habe um 2009 angefangen, mit ASTM F42 an AM-Standards zu arbeiten. Ich habe bei der Ausarbeitung einiger Standards mitgewirkt und war anschließend in einigen Komitees tätig. Ich habe den Entwurfsleitfaden für Metallpulverschmelzen mittels Laser, ISO ASTM 52911, zusammen mit ISO / TC 261 und ASTM F42 verfasst. Durch die Zusammenarbeit mit United Technologies, die Zusammenarbeit mit vielen hochtalentierten Mitarbeitern und den Zugriff auf eine Reihe großartiger Ressourcen konnten wir verschiedene Innovationen hervorbringen und einige wirklich führende Produkte für AM-Metallpulverbetten entwickeln.
Was beinhaltet Ihre Rolle bei Oerlikon?
Ich habe 2017 bei Oerlikon angefangen und bin jetzt leitender Ingenieur für AM. Meine Rolle konzentrierte sich stark auf die Implementierung und Entwicklung von serienreifen AM-Metalltechnologien. Wir haben als Start-up-Sparte der Surface Solutions Group begonnen. Wir haben in Huntersville, North Carolina, ein neues Werk gebaut, in das wir vor knapp einem Jahr umgezogen sind.Es ist eine 120.000 Quadratmeter große Anlage, die derzeit 18 Metallpulverbettsysteme betreibt. Vor Ort verfügen wir über HIP- (Hot Isostatic Pressing) und Vakuumofenfunktionen sowie über Funktionen zur Nachbearbeitung, Pulverhandhabung und Inspektion.
Ziel war es, diese Einrichtung als echten durchgängigen AM-Produktionsworkflow mit Kontrolle über alle Aspekte der Lieferkette zu etablieren, damit wir unseren Kunden eine Rückverfolgbarkeit bieten können.
Meine Rolle liegt dabei hauptsächlich die der Maschinenzertifizierung. Ich arbeite eng mit den Maschinenherstellern an der Installation und Zulassung unserer Maschinen zusammen und lasse sie dann für ihre Fähigkeit und ihre übergreifenden Fähigkeiten über verschiedene Maschinen zertifizieren. Wir sind dann in der Lage, die Fähigkeiten, die Toleranz und die Präzision einer einzelnen Maschine zu verstehen, um die geometrische Toleranz einer AM-Komponente und die Unterschiede zwischen unseren Maschinen zu ermitteln, und sie dann so abzustimmen, dass wir dasselbe Produkt über mehrere Maschinen herstellen und liefern können[caption id="attachment_11594" align="aligncenter" width="1024"]

Bionisch optimierte Halterung für die Luft- und Raumfahrt. Bildnachweis: Oerlikon AM [/caption]
Standardisierung ist gerade für Branchen wie die Luft- und Raumfahrt ein großes Thema. Wie haben sich die Dinge über die Zeit entwickelt, seit Sie in der Branche tätig sind, und wie ist der aktuelle Stand der AM-Standardisierung
Es hat einige sehr gute Entwicklungen gegeben. Wir brauchen Standards, insbesondere in der Luft- und Raumfahrt, aber auch in anderen sicherheitskritischen Bereichen wie Medizin, Nukleartechnik und Energie. Das Wichtigste an Standards ist, dass sie es jedem ermöglichen dieselbe Sprache zu sprechen und zu verstehen, wozu ein Produkt in der Lage ist. Da es keine Standards gab, bauten alle ihre Teile und verrichteten ihre Arbeit auf oft sehr ähnliche Weise, jedoch nicht auf die gleiche Weise. Sie sprachen nicht die gleiche Sprache. Es ist weit verbreitet, dass Menschen sich auf verschiedene Begriffe beziehen, um denselben Prozess zu bezeichnen, oder sich auf denselben Begriff beziehen und radikal unterschiedliche Prozesse bezeichnen. Das Entwickeln von Industriestandards ermöglicht es Ihnen, auf allen Ebenen in derselben Sprache zu sprechen und zu verstehen, was Sie meinen, wenn Sie sich beispielsweise auf einen Qualifizierungsaufbau, ein Ausgangsmaterial oder eine Maschinenqualifizierungsstufe beziehen. Wenn Sie in der Luft- und Raumfahrt keine Standards haben, nach dem Sie ein Teil zertifizieren können, oder wie es so oft der Fall ist, mehrere Standards, um das von Ihnen hergestellte Teil, seine mechanischen Eigenschaften, Leistung und Toleranzen zu identifizieren und dieses auf das ursprüngliche Los zurückverfolgen können, bis hin zur chemischen Zusammensetzung der Elemente, aus denen es besteht, dann kann man es nicht auf eine Plattform für die Luft- und Raumfahrt stellen.Mit AM können wir unglaublich komplexe Geometrien und Teile herstellen, die physikalisch auf keine andere Weise möglich sind. Wir können viel Gewicht, Zeit, Material und Kosten sparen, indem wir Teile durch AM produzieren lassen. Die Design- und Fertigungsfreiheit, die AM uns bietet, ist klar. Aber auch es noch so großartig ist, wenn man das Teil machen kann, ist es ein großer Nachteil wenn man nicht beweisen kann, dass es ein gutes Teil ist. Das hilft niemandem.
Normen sind das, was uns dazu bringt, Teile herzustellen und zu verkaufen und sie in der Produktion für die Luft- und Raumfahrt einzusetzen.
Luft- und Raumfahrtstandards sind daher eines der Schlüsselelemente des Puzzles, bevor Sie Teile herstellen können.Es gibt verschiedene Entwicklungsorganisationen, die sich seit langem sehr intensiv mit diesem Thema befassen. Ich arbeite seit ungefähr 10 Jahren ehrenamtlich an ASTM-Standards und habe die Vorteile unserer Arbeit erkannt.Wie bereits erwähnt, habe ich zum ursprünglichen Titanstandard für die Pulverbettfusion beigetragen. Für diesen ersten Beitrag haben ich und mehrere andere Leute etwas mehr als zwei Jahre gebraucht, um diesen zu validieren. In Folge konnten wir weitere Beiträge in ungefähr der Hälfte der Zeit erstellen. Diese Dinge beginnen sich jetzt wirklich zu beschleunigen. ASTM hat kürzlich in Zusammenarbeit mit der Auburn University das Center of Excellence mit Sitz in Auburn, Alabama, ins Leben gerufen. Dahinter stand die Absicht, Forschungs- und Entwicklungsgelder gezielt einzusetzen und sich durch Kooperationspartner darum zu bemühen, mehr Standards schneller zu erreichen. Es hat viel Zusammenarbeit zwischen Industrie und Regierungsbehörden gegeben, um die Lücken und Standards zu identifizieren, denen wir in der Branche begegnen. Genau das ist es, was wir brauchen, um voranzukommen. Möglicherweise haben Sie schon von der ANSI-Roadmap gehört. Es ist ein sehr gutes Dokument, zu dem einige von uns in der Branche beigetragen haben, um die wichtigsten Lücken zu identifizieren, die wir füllen müssen, um wirkliche Produktionsvoraussetzungen für die additive Fertigung zu erzielen. In der neuesten Version dieses Fahrplans wurden meines Erachtens 91 Lücken festgestellt, die sich größtenteils auf Normungsbereiche beziehen, und einige davon haben sehr hohe Priorität. Das ASTM Center of Excellence ist ein Träger, in dem F & E eingesetzt wird, um diese Lücken in den Normen zu schließen. In einem anderen Bereich hat SAE International seine Aerospace Materials Specification (AMS). Die ersten für die additive Pulverschmelzung waren AMS 7000, 7001, 7002 und 7003 für die kürzlich veröffentlichte Nickellegierung 625. Das sind exzellente Arbeiten, die viele Ergebnisse bringen. Viele von uns verwenden diese Standards bereits zur Entwicklung von Produktionsteilen.[caption id="attachment_11595" align="aligncenter" width="900"]
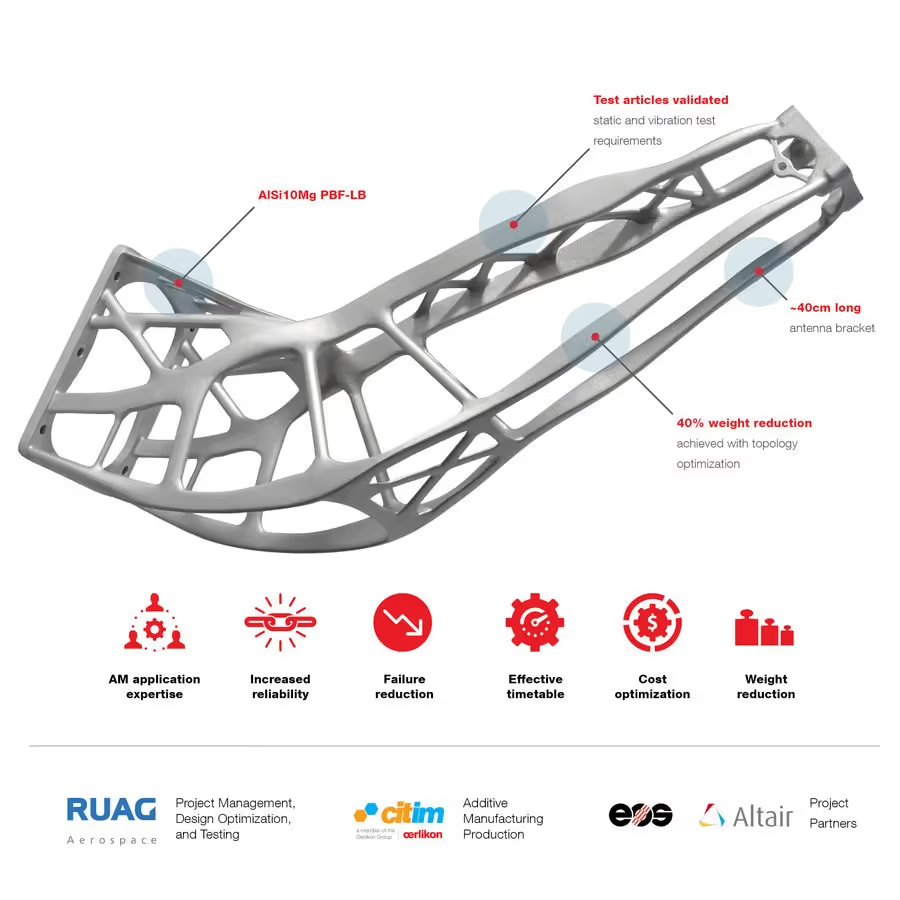
Sentinel Satellitenantennenhalterung hergestellt mit AM. Bildnachweis: Oerlikon [/caption]
Angesichts der Einführung von AM, was waren die Herausforderungen bei der internen Integration der Technologie und wie haben Sie diesen Prozess gesteuert?
Oerlikon AM hat es sich zum Ziel gesetzt, AM-Lösungen anzubieten, die den Anforderungen der anspruchsvollsten Branchen, wie z. B. Luft- und Raumfahrt und Medizintechnik, gerecht werden.In unseren verschiedenen Einrichtungen verfügen wir über die richtigen Qualitätssysteme, z. B. AS9100 für die Luft- und Raumfahrt und ISO 13485 für die Medizintechnik. Aber was die Integration aller Systeme anbelangt, die erforderlich sind, um dorthin zu gelangen, war dies eine Herausforderung, obwohl es einige Lösungen gibt, die einen Teil des Puzzles bereits erfüllen. Ich würde sagen, dass es keine Lösung gibt, die jeden einzelnen Aspekt von dem, was wir brauchen, durchgehend abdecken. Es gibt jedoch viele gute Tools, die die einzelnen Teile der gesamten End-to-End-Lieferkette abdecken. Eine unserer Herausforderungen ist es daher, die Lösungen zu identifizieren, die verschiedene Aspekte unserer Lieferkette abdecken und diejenigen zu berücksichtigen, die die von uns benötigten Aspekte abdecken, und diese dann zu integrieren.Einige Lösungen eignen sich zum Beispiel sehr gut für die Bereiche Finanzen und Inventar, eignen sich jedoch nicht besonders für die Herstellung von Workflows. Andere beherrschen die Fertigungsabläufe und die Produktionsplanung gut, kümmern sich jedoch beispielsweise nicht um die Erstellung von Zeitschätzungen, Materialprüfungsprobleme oder Probleme mit geometrischen Komponenten wie Baupläne und 3D-Modelle.Es gibt also viele verschiedene Aspekte, und unsere Herausforderung besteht darin, all diese verschiedenen Elemente zu integrieren, um eine nahtlose End-to-End-Lösung zu erhalten. Gegenwärtig ist es ein ziemlich manueller Prozess, aber wir arbeiten daran, ihn in Zukunft viel automatisierter zu gestalten.
Können Sie Erfolgsgeschichten benennen, darüber wie Sie AM in der Produktion eingesetzt haben?
Ich kann nicht speziell auf Kunden verweisen, ohne deren Genehmigung einzuholen, aber wir haben mehrere Komponenten, die aktiv in der Produktion sind. Einige, die mir spontan einfallen, sind Komponenten für die Luft- und Raumfahrt und die Verteidigung.Da gibt es z.B. eine Flugkomponente, die Teil eines Missionssystems in einem Militärhubschrauber ist. Wir gingen vor zwei Jahren mit dieser Komponente in und haben bis heute über 200 Einheiten erfolgreich ausgeliefert. Wir stellen auch eine weitere Komponente für einen Bodensensor her, bei der Sie ein integriertes System aus 80 verschiedenen Einzelkomponenten in einem monolithischen Teil haben. Dies ist ebenfalls seit fast zwei Jahren in Produktion. Wir stellen eine Reihe anderer Produktionskomponenten her, für Öl/Gas und Unterwasserexplorationsbereiche, die sich in der aktiven Produktion für die Unterwasserrobotik befinden, dies geschieht für einen anderen unserer Kunden, für den wir Teile herstellen, die sowohl in der Öl und Gasindustrie, Bohren und Explorieren sowie Unterwasserrobotik eingesetzt werden..
Wie sehen Sie die Entwicklung der additiven Fertigung in den nächsten fünf Jahren, sowohl in Bezug auf die Technologie als auch in Bezug auf die Branche insgesamt?
In den nächsten fünf Jahren wird sich die Technologie mit mehrfach Lasersystemen weiterentwickeln, wodurch Teile schneller hergestellt werden können und die Kosten für Komponenten gesenkt werden. Dies wird die Implementierung von AM-Teilen weiter vorantreiben.
Die Teilekosten sind weiterhin ein Schlüsselfaktor, und die Laserzeit ist der Haupttreiber für die Kosten einer AM-Komponente. Wenn Sie also mehr Laser in ein Teil pressen und die Komponenten mit diesen Mehrlasersystemen zertifizieren können, können Sie dasselbe Teil schneller und damit auch billiger bauen. Die andere Entwicklung ist, dass wir bessere In-Process-Monitoring-Systeme haben. Gegenwärtig gibt es einige unterschiedliche Systeme von verschiedenen Herstellern, aber ich habe den Eindruck, dass viele von ihnen zwar gute Systeme sind, aber noch nicht das Leistungsniveau einer wahren Produktionsrate haben, das Benutzer wie ich benötigen würden, um diese implementieren zu können Ich hoffe, dass wir bald eine echte In-Process-Überwachung haben, damit wir überwachen können, was während des Prozesses in der Maschine passiert, und Probleme mit einer Komponente identifizieren können, bevor sie die Maschine verlässtDas ideale Szenario wäre eine intelligente Software, mit der Probleme identifiziert und potenzielle Korrekturen mit sofortiger technischer Unterstützung durchgeführt werden können. Natürlich wäre es noch besser, wirklich robuste Maschinen zu haben, die keine Probleme haben und rund um die Uhr laufen können.
Gibt es Trends, auf die Sie sich freuen?
Ich freue mich über verschiedene Entwicklungen, wobei In-Process-Monitoring-Systeme, wie ich bereits erwähnte, eines davon sind.
Es gibt auch einige neue Materialien, die entwickelt und auf den Markt gebracht werden. Wir entwickelten auch ein paar verschiedene Materialien, die es einigen unserer Kunden ermöglichten, einige sehr revolutionäre Komponenten herzustellen.
Die andere Sache, worüber ich mich freue, ist, dass die Hersteller auf der ganzen Welt viel vielfältiger werden. Schon früh wurden die meisten AM-Maschinen in einer Handvoll europäischer Länder hergestellt. Jetzt gibt es neue Hersteller und weitere Länder, die unterschiedliche und neuartige Ansätze für den Bau von Maschinen anwenden. Sie senken nicht nur die Kosten für die Maschinen, sie lernen durch ihren branchenweiten Einsatz auch, diese für die Bediener intuitiver zu gestalten. Meine Erfahrung in den ersten Jahren mit diesen Maschinen war, dass diese sehr anfällig waren und viel Aufmerksamkeit und "Babysitting" erfordern. Und ehrlich gesagt war ein Großteil des Maschinendesigns nicht sehr fertigungsfreundlich. Ich sehe, dass die Maschinen jetzt sehr viel benutzerfreundlich gestaltet werden, da die Maschinenhersteller Feedback von ihren Benutzern erhalten haben. Aber auch die zunehmende Konkurrenz von verschiedenen Herstellern auf der ganzen Welt trägt meiner Meinung nach dazu bei, die Innovation in den Systemen voranzutreiben, die Kosten zu senken und die Benutzerfreundlichkeit für die Maschinensysteme zu verbessern.[caption id="attachment_11596" align="aligncenter" width="1024"]

Additiv gefertigter formschlüssiger Endbeschlag zur Lasteinleitung in eine Hybridantriebswelle. Bildnachweis: Oerlikon AM [/caption]
Wie geht es mit Oerlikon weiter, insbesondere mit der Einrichtung, die Sie überwachen und betreiben?
Unser kurzfristiges Ziel für diese Einrichtung ist es, alle Geräte, die wir gekauft haben, zu installieren und zu zertifizieren. Derzeit sind 18 Metallpulverbettsysteme online und in Betrieb. Auf vielen dieser Systeme wird Produktionshardware hergestellt. Unser nächster Schritt besteht darin, Materialeigenschaften für alle unsere Materialsysteme über alle unsere Maschinen und die Datensätze zu vervollständigen. Das ist aber sehr zeitaufwendig und teuer. Glücklicherweise haben wir hier viele sehr talentierte Leute mit viel Material-, Metallurgie- und Ingenieurerfahrung, und ich bin sehr stolz, Mitglied dieses Teams zu sein.Das andere Ziel ist es, die weiteren Geräte aufzustellen, um eine echte End-to-End-Produktionsanlage zu erreichen.Wir haben kürzlich unseren HIP-Ofen und Vakuumofen online gestellt und arbeiten daran, diese zertifizieren zu lassen. Wir haben auch einige CNC-Geräte mitgebracht, und wir haben auch eine beträchtliche Anzahl zusätzlicher Öfen und CNC-Geräte für die Nachbearbeitung. Ziel ist es daher, all diese Geräte zu installieren, zu zertifizieren und betrieblich zu integrieren, um ein vollständiges, zusammenhängendes Fertigungssystem zu schaffen.Um mehr über Oerlikon zu erfahren, besuchen Sie: https://www.oerlikon.com/en/






.svg)

Subscribe to our
newsletter
