
The Complete Starting Guide to Additive Manufacturing Technologies




[Image Source: Dental Tribune]
3D printing, revolving around the notion ‘adding’ material in consecutive layers to produce parts rather than ‘subtracting’ material from a pre-existing object, has been reaching increasing industrial prominence over the past few decades. What is actually meant by the adjective ‘additive’, however, is incredibly varied. Huddled under the umbrella term ‘additive manufacturing’ exist a plethora of different methodologies, all suited to different use-cases, different materials and taking advantage of unique mechanical properties. With such a diversity of options open to those interested in pursuing AM, scoping the market can be an overwhelming task. The industry certainly makes it easy to get lost in a sea of three letter acronyms; SLS, SLA, DED, ABS, the list flows on.In this article, we run through the overarching categories of additive manufacturing technologies, unpacking their unique characteristics and applications, as well as delving into a few emerging technologies on the AM scene.
1 - Material Extrusion

[Image Source: HAGE3D]
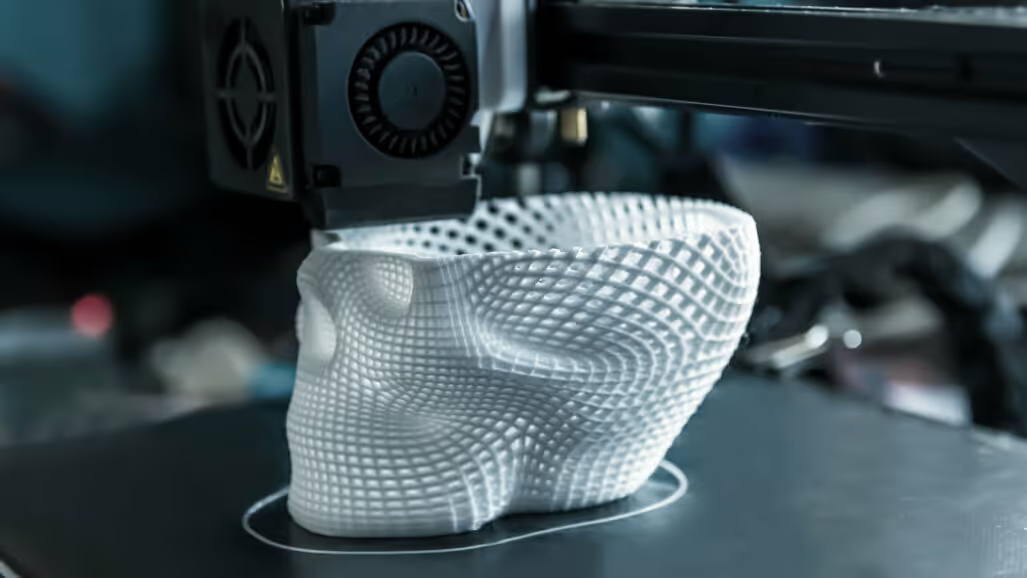
To additive manufacturing newcomers, material extrusion AM processes are likely to be the most recognisable, interchangeably referred to as FDM (Fused Deposition Modelling) or FFF (Fused Filament Fabrication). ‘Extrusion’ is defined as ‘the process of forming something by forcing or pushing it out, especially through a small opening’. Material extrusion, then, involves exactly the process outlined in the name: the formation of parts through pushing material (most commonly thermoplastics like ABS or PLA) through a heated nozzle onto a printing bed, working layer by layer.
As the material is cooled by fanning, the layers fuse together to form a solid object, though often with the grooves of each layer still visible. As a result, if intended to be used as an end-part, post-processing is likely to be necessary to achieve a polished finish. Otherwise, FDM/FFF is predominantly used as a tool for rapid prototyping, or for creating hidden functional parts not intended for aesthetic purposes. Though the process itself may be simple enough, diverse approaches can be taken to its practical use. For instance, dual extrusion printers equip multiple nozzles to print using several materials at once. Though hardware of this kind often comes at a steep price, recent releases like the $560 Tenlog TL-D3 Pro are making it more accessible to non-industrial users.
Case Study: 3D Printing Triggers Archeological Breakthrough

[Image Source: Interesting Engineering
Just last month, FDM was employed by Cairo-based scientists to investigate a 2,300 year old mummy, dubbed the ‘golden boy’ after the discovery of 49 amulets tucked inside both the wrappings and the remains themselves. Examining mummies has long posed an incredibly challenging task, with their fragility making deep inspection difficult without the risk of destruction. In this case, CT scanning was employed to provide an insight into the coffin’s contents, unveiling the additional artefacts. With the scans producing high fidelity results, the researchers turned to material extrusion additive manufacturing to recreate a gold amulet designed to resemble a scarab. Relatively inexpensive in comparison to other AM technologies, and taking little time to process, FDM suits itself well here, easily fitting into the wider scope of the archaeological project as an insightful component.
2 - Powder Bed Fusion

[Image Credit: General Electric]
Employing a very similar mechanism to Direct Energy Deposition, Powder Bed Fusion also functions by way of melting and thus binding powder in consecutive layers. The primary distinction between the two, however, comes in the physical production mechanism.Rather than intercepting material as it is deposited, this technology functions by moving the energy beam across a ‘bed’ of powder, following the desired part’s shape as dictated by the slice file. Fresh powder is spread over each previously joined layer, ready to be unified with the forming part below. Under the overarching label of ‘powder bed fusion’ are several individual technologies. SLS, selective laser sintering, is one of the most widely employed, compatible with powdered polymers and metals. As parts are already supported by the powder bed from which they are created, the production of additional support structures is unnecessary where SLS is equipped, simplifying post-processing requirements.Alternatively, Electron Beam Melting (EBM) employs a high-power electron beam to melt metal powder; with an amplified ability to fuse the material, this technology is often chosen for medical applications requiring greater part strength and resilience, such as the production of biological implants. A number of other methods, such as HP’s Multi Jet Fusion (MJF), involving pre-heating of the powder bed and particle fusion by way of a bonding agent, are also available within the PBF category. Though the materials available here are broad and the technology’s cost runs comparatively low in comparison with others, powder bed fusion sits on the slower side where production rates are concerned, typically requiring preheating, vacuum generation, and a dedicated period for cooling. The granular composition of parts also makes part quality unpredictable, with naturally occurring defects like spatter-related inconsistencies or pores within the part impacting the final result in ways that can be very difficult to detect.
Case Study: Tailor-made Watches Employing SLS

[Image Source: SJX Watch]
In an effort to set their watches apart from the swathes of visually similar products on the market, Swiss watch-making company SevenFriday turned to HP’s Multi Jet Fusion to create the FREE-D, offering high quality customisable wrist pieces. With its granular texture, owing to SLS’s participation in its production, and a unique dial mechanism, the FREE-D endeavours to merge innovation with the traditions of watch-making’s legacy. As a road to achieving this, 3D printing provided an integral lens through which to challenge the conventional production process and push the boundaries of the watch’s purpose. Almost in its entirety, the FREE-D is composed of PA11, a high-performance plastic polyamide primarily consisting of wholly renewable castor beans. As a result, the watch is fully recyclable, allowing SevenFriday to tap into the growing popularity of ‘circular economy’ focused manufacturing. Indeed, changing approaches to interrelated supplier and consumer behaviours are turning in many different ways to additive manufacturing’s one-of-a-kind capabilities; read a previous article of ours on this topic to find out more.
3 - Material Jetting
[Image Source: Beamler]
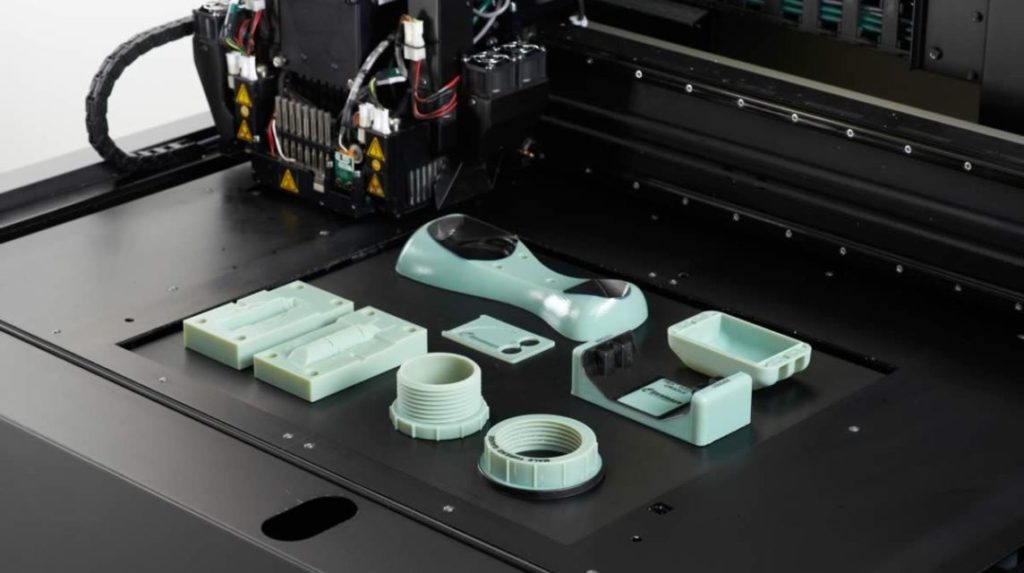
Though material extrusion may be the most well known form of 3D printing, material jetting is the most similar to the 2D printing processes many of us are familiar with on a day to day basis. The process involves building up material by way of ‘jetting’ droplets of photosensitive resin onto a build platform before curing it with a UV light, fixing its placement. Once more, the material is built up in consecutive layers until the final CAD-file directed product is generated. The variety inherent within this approach is what lends it its benefit above other technologies. Building up a part by way of droplet deposition, rather than drawing from a singular vat, means that different materials can simultaneously be combined with one another.However, there are two sides to this coin. Very few materials can be formed into droplets, slimming the material catalogue for this technology in the first place. Resins and waxes are the most popular choices, holding the right malleability to take on both a liquid and a solid state. 3D printing is often praised for its waste reduction, skirting around the masses of discarded material necessary to subtractive processes. However, the necessity of building supports for intricate AM structures still leaves behind a trail of waste, unlikely to be reused. Material jetting suits itself well to tackle this issue: its compatibility with wax, for instance, allows the production of meltable supports, easy to reduce back down to raw material and used once more. Intricate models requiring high levels of support are consequently ideal applications for the technology.
Case Study: Realistic Anatomical Models for Medical Study

[Image Source: 3DNatives]
The extreme intricacy achievable through material jetting technologies opens the doors for unparalleled levels of detail. Its simultaneous ability to disperse multiple materials at once led it into the niche of highly realistic anatomical modelling, aiding medical students in grasping the ins and outs of the human form. In fact, the levels of complexity open to this technology is pushing into ground-breaking territory. In a 2021 volume of ‘Materials & Design’ journal, the prospect of using Objet3D’s renowned ‘PolyJet’ material jetting technology to “mimic the properties of human tissues” is raised. The production of 216 ‘specimens’ came consequent, allowing for the impactful expansion of material libraries for study. Far from the plastic models lining the halls of science classrooms, this technology can provide a glimpse into the very fabric of our own ‘layers’ as human beings.
4 - Binder Jetting

[Image Credit: ExOne]
Though not to be confused with material jetting, binder jetting also makes use of ‘inkjet’ technology to disperse fine layers of liquid. However, in this case, the distributed substance is a binding agent, spread over a layer of powder and merging the particles into a finished part, one layer at a time. Unlike ‘material jetting’, the materials open to binder jetting technologies are much more expansive; as long as a method of ‘binding’ powder particles together can be identified, then the world is the manufacturer’s oyster. Furthermore, when placed against other technologies, this process owes itself particularly to high speed production and low levels of wastage, resulting in high-volume output. Additive manufacturing has been angling towards large-scale output for many years now; binder jetting stands first in line to claim the medal for its accomplishment. However, the internal porosity of parts produced this way can trigger weakness or poor mechanical performance in the final part; unpredictable gaps in droplet dispersal are somewhat inevitable. This affords binder jetted parts lower levels of durability than parts produced otherwise.
Case Study: Additive Wood Manufacturing

[Image Source: Forust]
Tree felling and carving is often one of the first examples of subtractive manufacturing that those explaining the concept reach to. It is also a persisting threat to our environment, with forest loss recorded by the World Wide Fund for Nature as accounting for approximately 10% of global warming. Wood is one of the oldest and most widespread materials for production, making abandoning this unhealthy habit a monumental task. Through the mechanism offered by binder jetting, however, the seedling towards solving this dilemma has been thankfully planted. A collaboration between metal manufacturing company Desktop Metal and wood manufacturing company Forust has led to the development of wood-based binder jetting, both opening up the technology to wider audiences and rethinking the conventional modes by which wood products are created. Though deforestation will always be a necessary component to wood-based manufacturing, the ‘Shop System Forust Edition’ 3D printing system jointly invented by the two companies offers to significantly reduce the wastage involved in creating wooden parts, whilst also making it easier to recycle pre-existing wood items. Through binder jetting, the unwanted by-product of traditional woodworkers, saw-dust, can be transformed into ‘gold-dust’.
5 - Sheet Lamination

[Image Credit: Engineering Product Design]
Moving on to a more niche additive manufacturing technology, sheet lamination uniquely lies somewhere between ‘additive’ and ‘subtractive’ in its mechanism. In this process, thin ‘sheets’ of material are layered and subsequently melded, resulting in a block which is then moulded via CNC machining or laser cutting into the desired shape. Materials can span from plastic and metal all the way to paper and woven fibre, using various methods of bonding - such as ultrasonic welding (UAM) or adhesive - to create the initial, un-machined piece. Due to the vastness of its material catalogue, as well as the low price-tag it comes with, sheet lamination is a popular choice amongst manufacturers wishing to make quick, low-accuracy prototypes for projects, rather than more detailed mock-ups. This technology leans nicely towards the current emergence and rise of hybrid manufacturing, with more CNC machine-shops exhibiting interest in additive technologies and the ways in which they complement their pre-existing processes. However, inescapably, the high levels of wastage associated with this approach alienates it from one of the biggest value-adds traditionally associated with 3D printing.
Case Study: NASA Turns to Ultrasonic Additive Manufacturing
[Image Source: TCT Magazine]
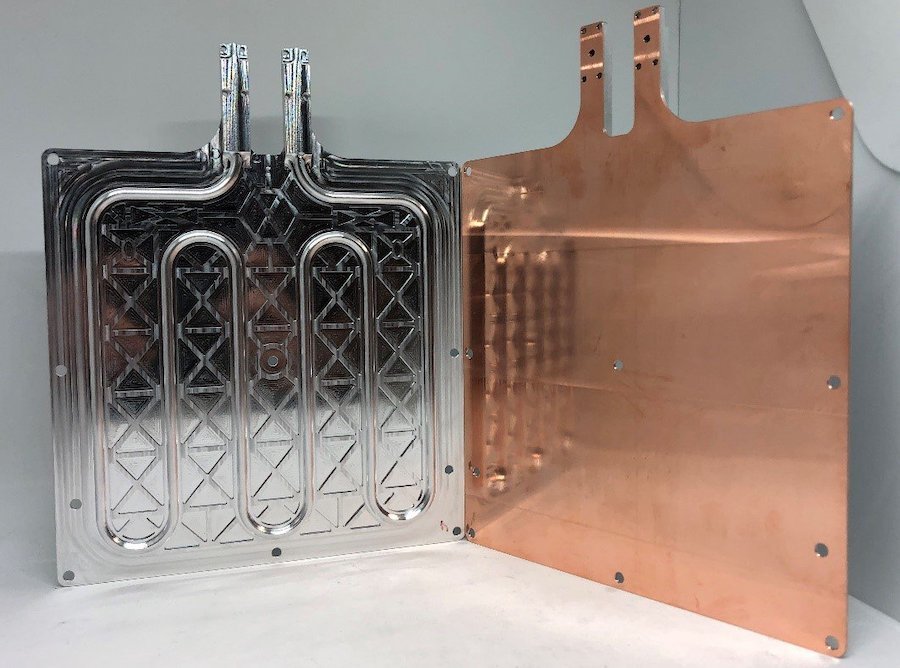
Within the category of sheet lamination appears Ultrasonic Additive Manufacturing (UAM), a technique which employs high-frequency vibrations to fuse thin sheets of metal together, without catalysing any alteration to the metal’s microstructure. It was this technology which sparked the curiosity of A. J. Mastropietro, a Thermal Systems Engineer at NASA, following his departure from the Mars Curiosity Rover. Seeking out a means to effectively produce a cutting-edge thermal control system invented by Mastropietro, metal printing company Fabrisonic’s UAM process was identified as ideal, offering greater design and fabrication freedom than achievable by way of traditional metal manufacturing approaches, as well as particularly large part sizes. By way of UAM’s implementation in constructing the device, the final part is recorded to now weigh 30% less than it had previously, as well as performing its management of heat transfer significantly more efficiently.
6 - Directed Energy Deposition

[Image Credit: 3DNatives]
Directed Energy Deposition (DED) is known by a number of names, from Direct Metal Deposition (DMD) to Electron Beam Additive Manufacturing (EBAM) and more. As with binder jetting, the process involves fusing particles together by way of an intercepting influence. The difference here, however, is that material bonding occurs by way of heat rather than the additional ingredient of a binding agent. Here’s how it works: whilst the chosen material - usually powder or wire - is being deposited onto the selected surface, an energy beam - either employing electron-beam or laser-beam technology - simultaneously intercepts the falling material, melting it and subsequently allowing it to fuse with the layer beneath it. Though metal is the most common material to undergo DED, this process is applicable to any substance which is possible to weld, welcoming polymers and ceramics into its catalogue. Moreover the unique selling point of this AM technology is the control it grants its users, unlocking governance over grain structure and consequently enabling the production of complex yet precise parts at unparalleled deposition rates. As a result, DED is particularly suited to tasks involving the addition of new elements to pre-existing parts, such as in instances of repair or upcycling. However, a dimension of unpredictability remains present with this approach; material often goes to waste if the energy source misses the deposition stream, whilst the inevitable formation of spatter involved in laser-oriented methods often necessitates post processing for parts to reach the required finish.
Case Study: 3D Printing Spare Parts in the Navy

[Image Source: Breaking Defense]
Flexibility has long been one of the core unique selling points for additive manufacturing. Today, its on-demand nature offers particular value in some of the harshest environments conceivable, from producing spare parts for broken military equipment to production within the limited confines of a ship at sea. In the latter’s case, Direct Energy Deposition technologies are being seized to meet the production environment’s demands. Indeed, the history of additive manufacturing’s association with naval contexts relies largely on DED. In November of 2022, the installation of the Phillips Additive Hybrid system aboard the USS Bataan was announced, featuring a wire-fed laser system. Its production of stainless steel based parts, a material widely present in naval vessels, will vitally allow onboard operators to “overcome both obsolescence issues [...] and directly contribute to operational availability of our systems and ships”, according to the chief engineer rear admiral Jason Lloyd at NAVSEA.3D printing’s compatibility with such challenging conditions exemplifies the sheer extent of its adaptability, proving that seemingly insurmountable technological boundaries can always be dismantled with the right approach.
7 - Vat Polymerisation
[Image Source: 3DNatives]
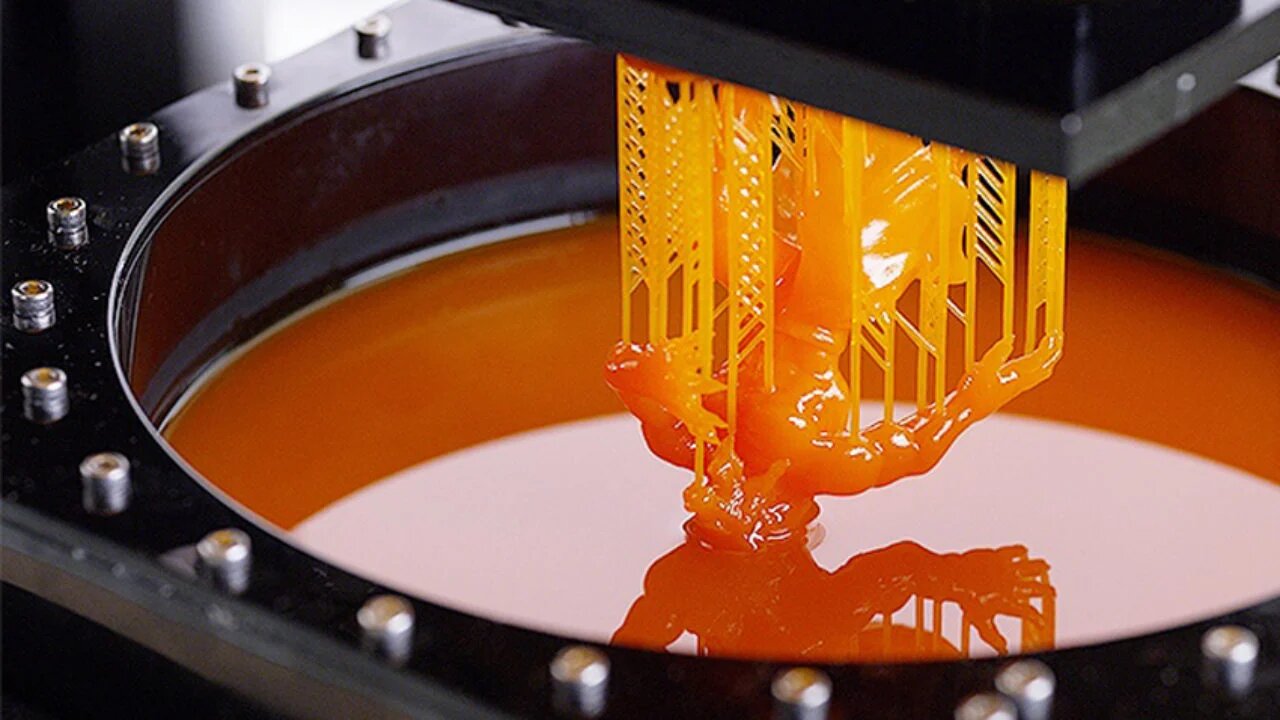
Coming from a completely different angle to that obesrvable in material extrusion technologies, vat polymerisation involves the selective curing of liquid resin into hardened plastic by way of polymerisation, a process enabled by tactically guiding energy beams through a transparent vat. Stereolithography, otherwise known as SLA, is one such technique, best known for claiming the bold title of the world’s first ever 3D printing technology. It was invented by the co-founder of 3D Systems, Chuck Hull, in 1986. Since its early beginnings, SLA has maintained its status as an immensely popular 3D printing technology. Part smoothness names one of its unique features, owing to the small spot size of the energy beam employed; where AM techniques like material extrusion often result in very noticeably layered parts, the high part-quality produced at an immediate level through SLA sets it apart. Even greater degrees of accuracy are achievable by way of liquid resin’s low viscosity, able to permeate small crevices and avoid pores in the final product. Visual prototyping is consequently a well suited use-case for this technology, contrasting with the rough prototypes for which sheet lamination is often used. Resin may be an ideal material for this mode of production, but it has its downsides, the first being its tendency to run at a steep price. SLA’s incompatibility with many other materials introduces further complications. Moreover, in the grand scheme of 3D printing’s industrial growth and acceleration towards large-scale production, SLA will be difficult to loop into the equation, shining the brightest where small-scale production is concerned.
Case Study: Race Car Manufacturing

[Image Source: Autosport]
The race is on for automotive production to produce lighter and faster vehicles than ever before, with many automotive companies turning to 3D printing’s innovative product flexibility as a road to success. This is precisely the approach NASCAR racing team Steward-Haas Racing has taken in their recent adoption of 3D Systems’ ProX 800 stereolithography technology. Producing durable and highly accurate parts, from prototypes to end-use components, the smoothness unique to SLA manufactured automotive parts earns them aerodynamic qualities imperative for success on the track. Both in pre-production and post-production contexts, stereolithography cuts across the finish line with unparalleled aptitude to the task.
R&D: Layering our Knowledge Towards Development
The concept of layering lies at the core of our planet’s beginnings. It is the phenomenon by which archaeologists can unlock the earth’s history, analysing the qualities of layered sediment and land mass through the lens of stratigraphy. Additive manufacturing’s contemporary inheritance of the layering mechanism, however, has pushed it beyond a means to look back on the past, and towards building for ourselves a more efficient and sustainable future. New AM technologies are emerging each year, rethinking the same processes in fresh and meaningful ways.
Materials, binding agents or facilitators, machine mechanisms: all of these variables can greatly impact the strengths, weaknesses and peculiarities attributable to 3D printed parts. We hope this guide has provided a thorough springboard from which to explore which technology might work best for you, or otherwise to provide an insight into a world of technological development still unfolding.
-Enjoyed this? Check out our previous article, 'How Can Additive Manufacturing Help Businesses Make The Most of the IRA?'.






.svg)

Subscribe to our
newsletter
