
Mastering Precision with Electric Discharge Machining





Electric Discharge Machining (EDM) is an advanced manufacturing process that relies on thermal energy instead of mechanical force to remove material from a workpiece. This process shapes and molds materials into intricate and complex forms. It is sometimes referred to as Spark Machining since it utilizes electrical spark discharges that are near 8000º C to 12000º C. The process operates by creating sparks between an electrode and the workpiece. This innovative technique involves immersing the workpiece in a dielectric fluid, which effectively insulates electrical energy and facilitates meticulous control of the spark. The resulting spark discharges vaporize the workpiece, expertly removing excess material to achieve the desired shape.
EDM becomes an indispensable solution for engineers and machinists when conventional machining methods like CNC milling and CNC turning fall short of delivering the desired precision, especially for intricate internal corners or deep cavities. However, it's worth noting that EDM manufacturing is exclusively suitable for electrically conductive materials, such as hardened steel, titanium, and aluminum.
For a comprehensive introduction to EDM machines, an exploration of the diverse types of electrical discharge machining techniques, insights into the EDM processes specific to each machine type, and guidance on selecting the ideal EDM machining process for your project, read on.
Wire Erosion
Types of EDM
Electric discharge machining can be divided into three common types; Die-sinking EDM, Wire EDM, and hole-drilling EDM. Die-sinking EDM employs a consumable electrode to generate the spark, while Wire EDM uses a thin wire that moves back and forth to create the spark. Hole-drilling EDM involves drilling small, deep holes into that machined material.
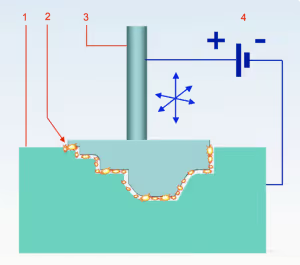
Die-sinking EDM
Die-sinking EDM (also known as Ram EDM, conventional EDM, or cavity-type EDM) stands out as the premier Electro Discharge Machining technique for crafting intricate parts with complex cavities. Furthermore, it's the go-to method for addressing challenges like sharp internal corners in CNC machining. This cutting-edge approach leverages graphite or copper electrodes, a dielectric fluid, and the generation of electric sparks between the electrode and the workpiece.
The initial step of this process involves creating an electrode in the inverse shape of the desired cavity, forming the die. Next, a voltage is applied between the die and the electrically conductive workpiece, both immersed in a dielectric fluid such as oil. The die is gradually lowered toward the workpiece until 'electric breakdown' triggers a spark to jump the 'spark gap.' This vaporizes and melts material from the workpiece, with the dielectric fluid efficiently carrying away any expelled particles. Consequently, it's worth noting that a small portion of the electrode may also experience erosion during this process. With a succession of high-frequency sparks continually removing minute amounts of material from the workpiece, the intended shape starts to take form and is precisely sculpted. Every aspect of this meticulous process, from the servers and power supply to the electrode positioning, is rigorously controlled through precision machining.
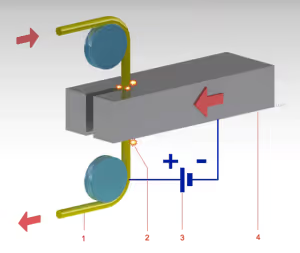
Wire EDM
Wire EDM, also referred to as wire erosion, is commonly used to produce extrusion dies. It shares a similar cutting mechanism with die-sinking EDM, but in this case, the die is substituted with an exceptionally fine, electrically charged wire that serves as the electrode. This machining technique can be likened to a cheese cutter, making precise two-dimensional cuts in three-dimensional components. Typically, the wire used is extremely thin, with a diameter ranging from approximately 0.05mm to 0.35mm. A fresh wire is continuously spooled during the machining process to prevent the use of burnt wire and to maintain the utmost cutting precision.
While wire EDM delivers exceptional precision in cuts, it's worth noting that it may not achieve perfectly square inside corners. The wire and spark gap tend to create a slight radius, generally around 0.13mm to 0.15mm, which may vary depending on the wire's diameter. To address this, a small dog-bone corner can be employed to attain perfectly square internal corners. Explore our guide on machining square corners for insights into the most effective methods for achieving sharp inside corners.
In some scenarios, initiating a cut from the center of a component, rather than the edges, becomes necessary, such as when machining intricate shapes within the core of an extrusion die. Hole-drilling EDM comes into play in such cases, allowing for the creation of a small hole through which the wire can be threaded for wire EDM machining.However in certain situations, starting a cutting operation from the center of a component, as opposed to the edges, becomes imperative. For instance, when shaping a complex form within the heart of an extrusion die. If such a need arises, hole-drilling EDM offers a solution by creating a small aperture through which the wire can be threaded for wire EDM machining.
Hole-drilling EDM
As the name suggests, hole-drilling EDM, also known as small hole-drilling EDM, is primarily employed for precision hole machining. Notably, this technique excels in accurately crafting exceptionally small and deep holes that eliminate the need for post-machining deburring, a significant advantage over conventional hole drilling methods. Small hole-drilling EDM shares its fundamental principles with die-sinking EDM. However, it employs a pulsing cylindrical electrode, with dielectric liquid continuously supplied to the cutting area while progressively advancing deeper into the workpiece. This method has played a pivotal role in advancing the fabrication of high-temperature turbine blades, enabling the creation of intricate cooling channels within the turbine blades.

Lichtenberg figures in gases generated by a sliding spark discharge
Advantages of EDM
Electrical discharge machining offers a distinct advantage by enabling the precise cutting of intricate shapes and depths, a feat often unattainable with conventional machining techniques. This capability encompasses the machining of challenging features like undercuts and achieving perfectly square internal corners. Additionally, this advanced process stands out for its burr-free results, adding to its array of benefits.
Distortion-Free Machining
Unlike traditional machining methods, the tool never comes into direct contact with the workpiece in this process. As a result, no forces are applied to the part, preventing any distortion. This unique characteristic allows for precisely machining extremely delicate features without the risk of breakage. Moreover, the absence of distortion paves the way for achieving exceptionally tight tolerances, with deviations as low as +/- 0.012mm. Consequently, this process is favored by the aerospace and medical industry utilize the process.
Spark erosion
High-Quality Surface Finish
Conventional material removal techniques like CNC milling often leave behind machining marks on the workpiece, necessitating post-machining finishing steps for their removal. In contrast, EDM delivers a surface finish that's completely devoid of directionality, facilitating the achievement of consistently smooth surfaces without the need for supplementary treatments. However, rapid EDM processing may result in a subtle, bead-blasted-like texture.
Precision
While Electrical Discharge Machining (EDM) may have limitations when it comes to efficiently handling high-volume orders, it excels at crafting small parts and prototypes with remarkable precision. It finds extensive use in industries like automotive manufacturing, where intricate engine components demand exceptional precision.
Material Hardness
One remarkable characteristic of electric discharge machining is its ability to cut through virtually any conductive material. This capability extends to challenging materials like Inconel and Tungsten Carbide, making them accessible for machining.

Large Discharge Spheres on Quadruple Bonetti Machine
Disadvantages of EDM
To use electrical discharge machining, the machined material in question must be electrically conductive. It's important to note that while the process is virtually stress-free, it does involve a thermal aspect that can potentially affect the workpiece's metallurgical properties.
Low Rate of Material Removal
This process exhibits a lower material removal rate in comparison to conventional machining techniques. The high power consumption involved in the manufacturing process leads to an increase in production time, ultimately affecting overall costs. Consequently, EDM is typically deemed less efficient for large-scale projects and is frequently bypassed in favor of alternative methods.
Cost
In die-sinking EDM, a custom electrode shaped in reverse of the desired feature is essential. While crafting such an electrode may appear costly for low manufacturing volumes, it becomes more cost-effective as production scales up, distributing the added expense across numerous components.
Carbon Footprint
Electric Discharge Machining demands a substantial amount of electricity, making it less eco-friendly in a world where companies worldwide are increasingly adopting measures to reduce their carbon footprints. Consequently, alternative machining methods that consume less electricity and have a lower environmental impact are becoming the preferred choice over EDM.

Image: Kasper Gant
EDM Machinable Materials
EDM is generally versatile when it comes to machining conductive materials. While certain materials, like high-nickel alloys used in aerospace applications, may pose machining challenges, solutions often revolve around adjusting the electrode material or machining speed. Key factors influencing the selection of electrode material include its conductivity and resistance to erosion.
Electric discharge machining proves to be a valuable ally to traditional methods such as CNC machining, especially when dealing with parts that possess precise geometric demands. Its proficiency in machining hard materials, such as Inconel, adds to its allure. Nonetheless, it's worth noting that the process tends to be relatively slow, making it less suitable for high-volume tasks.
Summary
Electrical discharge machining proves to be a valuable ally to traditional methods such as CNC machining, especially when dealing with parts that possess precise geometric demands. Its proficiency in machining hard materials, such as Inconel, adds to its allure. Nonetheless, it's worth noting that the process tends to be relatively slow, making it less suitable for high-volume tasks.
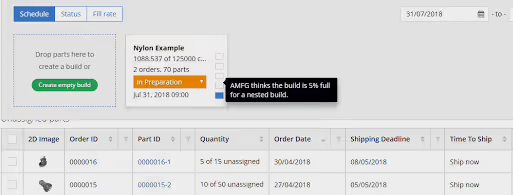
About AMFG
We work with hundreds of machine shops to enhance and accelerate their quoting process. Take control of your quoting procedure and streamline your pre-production workflow: our real-time inventory management empowers you to efficiently oversee your resources, leading to a smoother and more productive operation. Whether you're an SME machine shop or a multinational OEM, AMFG offers a comprehensive end-to-end MRP system to enhance your inquiries, quoting, and pre-production processes. Find out how AMFG can supercharge your Additive Manufacturing and CNC Machining processes today.

.avif)


.svg)

Subscribe to our
newsletter
