
The Evolution of SLS: New Technologies, Materials and Applications





[Image credit: 3D Hubs] Selective Laser Sintering (SLS) is one of the most popular polymer 3D printing technologies for industrial applications. Since its emergence more than 30 years ago, SLS has been gradually maturing into a technology capable of functional prototyping and, more recently, also production. Driving this evolution is the ongoing innovation in the field of hardware and materials, as well as the willingness of technology adopters to develop new SLS applications. In today’s article, we’ll be taking a look at the recent developments in SLS, to learn more about the current capabilities and future opportunities of the technology. Take a look at other articles exploring the evolution of 3D printing technologies: Metal 3D Printing: Where Are We Today?Stereolithography & Digital Light Processing: Where Are We Today?How Desktop is Transforming Industrial 3D PrintingFDM 3D Printing: Where Are We Today?All You Need to Know About Metal Binder Jetting (2019)
A brief history of SLS
Laser sintering uses a high power laser to fuse powdered materials one layer at a time. One of the chief benefits of using SLS printing is that its designs do not need any support structure. As the print is being built, all hollow spaces are automatically filled with unused powder, thus making SLS prints self-supporting. While the concept of SLS printing was originally conceived in the early 1980s, it wasn’t until 1992 that the first SLS industrial printer was commercialised - DTM’s Sinterstation 2000 (later merged with 3D Systems). This was followed by EOS’s EOSINT P350 in 1994. Since then, a wide (and growing) range of machines entered the market, marking the beginning of the era of faster and larger-scale printing in an industrial context.
Notable developments in SLS hardware
The evolution of EOS’ SLS technology
German polymer and metal 3D printing company, EOS, is perhaps the largest SLS specialist on the market. In 2016, the company claimed to have around 3000 units installed worldwide, 51 per cent of which are SLS systems.Throughout its 30-year-old history, EOS has been able to evolve SLS to the level of a mature technology, suitable for various applications, both in prototyping and production.One of the milestones on this journey has been the launch of the FORMIGA P 100 in 2006. The system set standards for the quality of industrial 3D printing in the plastics sector, many years after its introduction. In 2012, EOS launched a successor to the FORMIGA 100, the FORMIGA P 110, which was named the best laser sintering machine in the Printer Guide 2018 survey by 3D Hubs. [caption id="attachment_12895" align="alignright" width="397"]

The FORMIGA 110 Velocis 3D printer [Image credit: EOS] [/caption]Featuring a total build size of 200 × 250 × 330 mm, the P 110 allowed for more cost-effective low-volume printing and was used for medium-sized prototype builds and parts with highly complex geometries.Fast forward to 2018, the P 110 was enhanced to the FORMIGA 110 Velocis. It features an improved, accelerated heating system and recoating process, and uses software control to preheat the polymer materials with a 30-watt laser beam at a higher rate of speed.Now, with additional technical improvements and some refining, the Velocis achieves up to 20 per cent increase in productivity and better temperature distribution for the build area, which results in a more homogeneous part quality. High-temperature SLSWhile the most commonly used material in SLS remains nylon, EOS also wanted to enable the processing of more advanced materials, like PEEK, which typically require high temperatures to print them. This resulted in the first high‐temperature SLS platform, the EOSINT P 800, unveiled in 2008. It’s capable of processing polymers up to a temperature of about 385° C, which has expanded SLS technology to a new range of thermoplastics, namely PEEK.10 years later, EOS added the EOS P 810 to its high-temperature 3D printer range. The new system is claimed to be the world's first high-temperature laser sintering system that is optimised for a carbon-fibre-reinforced PEKK material. Continuing innovation: FDR and LaserProFusion Technologies EOS’ improvements and innovations in the field of SLS technology are ongoing. For example, at this year’s Formnext, EOS showcased its Fine Detail Resolution (FDR) polymer-based 3D printing technology. The new process uses a CO laser to 3D print delicate, yet robust, polymer components with fine detail resolution surfaces and a minimum wall thickness of 0.22 mm. EOS claims to be the first manufacturer to develop a CO laser solution for powder-based industrial 3D printing. The majority of current SLS machines use one, or a few CO₂ lasers. The CO laser type creates an ultra-fine laser beam that has a focus diameter reportedly half the size of current SLS technologies. One important consequence of this added precision is new exposure parameters that can result in parts with extremely fine surfaces.The new technology could be used to 3D print filter units and fluid channels, plugs and other electronic components, as well as consumer goods, such as eyeglasses. While FDR technology is focused on delicate components, another - yet to be commercialised - solution from EOS, LaserProFusion technology, is designed for maximum productivity. EOS is going to equip LaserProFusion system with up to 1 million diode lasers, capable of producing over 5 kilowatts of accumulated laser power. This technology is primarily aimed at meeting the requirements of series production, and EOS states that it can be used as an alternative to injection moulding in many applications. [caption id="attachment_9572" align="aligncenter" width="840"]
EOS's LaserProFusion technology will use up to a million of diode lasers to enable faster SLS 3D printing [Image credit: EOS] [/caption]Since the launch of the first SLS 3D printer 26 years ago, EOS has been one of the key driving forces behind the remarkable progress in SLS technology. It’s continuously pursued the vision of SLS as a series production solution, which is eventually becoming a reality.
Farsoon’s Flight Technology
Another company looking to revolutionise SLS technology is Farsoon. To make SLS even faster and more accurate, Farsoon leverages the power of a fibre laser in its new Flight Technology.While current SLS machines use CO₂ lasers, the Chinese 3D printer manufacturer has replaced the standard CO₂ laser with a fibre laser.A fibre laser system is capable of delivering more power to the powder bed and improving energy distribution to the material. This is because a fibre laser beam enables a smaller laser spot size. This translates into the higher power density, allowing the powder to be sintered in a shorter amount of time.In addition to a fibre laser, Farsoon also developed a new scanning system, which results in a scanning speed of over 20 m/s. This is roughly 4 times that of comparable technologies. Furthermore, the added power from a laser makes feature details as small as 0.3 mm possible.Designed to help drive the adoption of SLS 3D printing for high-volume production, Flight Technology is certainly a step forward in this direction.
SLS 3D printing with two powders
While EOS and other established SLS players are mostly focused on linear innovation, Belgian start-up, Aerosint, has taken a radical approach to develop an SLS system that will be able to print with two different powders. This will allow the machine to use one of the powders as an inexpensive support material. Normally, the unfused support powder in an SLS machine is the same material used to print a part, and it tends to be expensive. Of course, this wouldn’t be a problem if the powder could be 100 per cent reused, which is currently impossible.One reason is that, in the SLS process, polymers get exposed to high heat for long periods of time, thus undergoing chemical changes that make their sintering characteristics much less predictable. Currently, the only way to overcome this issue is by mixing ‘used-but-unfused’ powder with about 50 per cent virgin powder, in order to be reused.As estimated by one service provider, out of 500 kg of powder it buys per month, ‘25% becomes a part, 25% is waste and 50% is reused for refreshing the next build’.Introducing a machine that can use cheap support material and a second material for part printing, could save a significant amount of money for those using SLS processes. Aerosint’s technology, Selective Powder Deposition, is achieving this by selectively depositing powder material from a rotating drum that passes over a build area. One drum deposits one material, so at least two drums are used to achieve multi-powder deposition. [caption id="attachment_12896" align="aligncenter" width="840"]
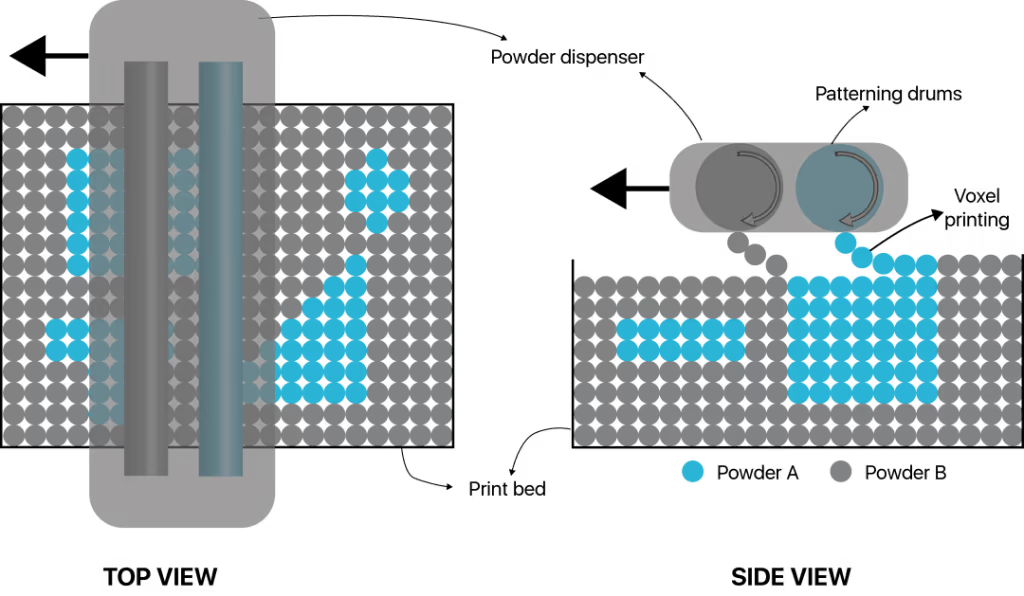
Aerosint's Selective Powder Deposition technology uses special drums to deposit two or more materials [Image credit: Aerosint][/caption]Aerosint’s technique is inherently line-by-line and can achieve print rates of up to 200 mm/s. This speed is comparable to today’s SLS recoater travel speeds. The maturation of this technology will unlock a sea of opportunities for manufacturers, including the benefits of reduced powder waste, material cost savings and reduced post-processing time.
Taking SLS 3D printers to a compact format
In 2014, the SLS market saw a new crop of companies taking advantage of the expiration of the original SLS patent and looking to make the technology more affordable.This shift gave rise to benchtop SLS 3D printers, not small enough to be called ‘desktop’, but compact enough to fit on a shop workbench. The emergence of benchtop 3D printers opened up the technology to prosumers and small businesses that might not have the money, or space, for an industrial SLS system.The start-ups, like Sinterit, Sharebot, Sintratec and, more recently, Formlabs, entered the race for compact-form SLS 3D printing. Sharebot was the first company to get a benchtop SLS machine to market with SnowWhite, which first began shipping to customers in 2016. Unlike the systems from Sintratec and Sinterit, that are equipped with diode lasers, SnowWhite features a more powerful CO2 laser, which is commonly installed on the high-end professional machines.The laser and a petite 100 x 100 x 100 mm build volume, which enables printing with as little powder as 300 g, makes the SnowWhite system particularly suitable for material development applications. Another large player in this field is Polish company, Sinterit, with its Sinterit Lisa system, which remains a front runner in this growing market segment. Starting at €6,990, Sinterit Lisa features a 150 x 200 x 150 mm build volume and a minimum layer resolution of 0.075 microns, making it suitable for small businesses that want an introduction to SLS technology without having to invest too much capital in bulky equipment.[caption id="attachment_12898" align="aligncenter" width="840"]

Sinterit Lisa Pro 3D printer [/caption]Last year, the company also unveiled the Sinterit Lisa Pro, the latest benchtop SLS 3D printer.A potential significant innovation in this segment could be Fuse 1, an SLS 3D printer which was announced by desktop Stereolithography leader, Formlabs, in 2017. Featuring a print volume of 165 x 165 x 320 mm and a fibre laser, the system is priced at around $10,000 and is slated for commercial release in mid-2020. The flood of cheaper desktop FDM and SLA/DLP 3D printers at the beginning of the 2010s, caused disruption in the industry, while contributing significantly to the growth of the AM industry. Affordable SLS is only beginning this journey and could follow a similar path. This will ultimately extend the reach of SLS to a wider range of industries and users.
The evolution of SLS materials
The first SLS 3D printers most commonly used nylon, a popular engineering thermoplastic, praised for its lightweight properties, strength and durability. Nylon, also known as polyamide (PA), is stable against impact, chemicals, heat, UV light, water and dirt, making it ideal for both rapid prototyping and production.Today, nylon still remains the most popular SLS material. However, the progress in technology and 3D printing materials enabled the emergence of nylon-based composites - materials mixed with carbon fibre, glass fibre and aluminium to enhance the mechanical and thermal properties of polyamide even further. In addition to nylon, today’s SLS 3D printers can also process PEEK, PEKK, flexible TPUs, flame-retardant polymers and anti-static polymers. The possibility to process high-performance materials is tightly connected to technology innovation. As in the EOS example, the company first needed to create a high-temperature 3D printer before being able to print materials like PEEK.
New SLS Materials
The pace of development of new materials for SLS is also encouraging.Italian 3D printing company, CRP Technology, is perhaps one of the key independent developers of SLS materials, famous for its Windform brand. The company offers a range of nylon-based composites and rubber-like plastic powders. The most recent additions to the Windform line have been Windform FR1 and Windform FR2 - flame-retardant composites, suitable for aircraft applications (for example interior parts, cockpit components, air ducts and air outlet valves); transportation parts (vehicle interiors, housing and enclosure assemblies) and consumer goods and electronics (lighting and appliances). Chemical company, DSM, has also recently stepped forward to develop materials for SLS. This resulted in a Polybutylene Terephthalate (PBT) powder released last year. Interestingly, DSM specifies that the material is actually the first PBT powder to be made commercially available for SLS 3D printing. PBT is a thermoplastic engineering polymer with applications in the electronics industry, thanks to its insulating properties.Furthermore, Forward AM, a subsidiary of a chemical giant, BASF, offers a range of SLS materials under the Ultrasint brand. Flame-resistant Ultrasint Polyamide PA6 Black FR material has been the latest in this range and boasts high stiffness and good thermal stability. According to Forward AM, it’s already been used to produce new components for vehicles that meet vehicle fire protection requirements.Both BASF and DSM have recently acquired SLS 3D printers from French manufacturer, Prodways. With an increased SLS capacity, the two chemical companies will be able to accelerate their development of advanced materials for SLS 3D printing.
Post-processing in SLS
While SLS technology eliminates the need for support structure design and removal, it is not without its post-processing challenges. The biggest of them is the need to remove the excess powder left on the surface of a part and sometimes trapped inside a part. Currently, these challenges are addressed by manual washing and cleaning, and traditional techniques, such as bead blasting and tumbling. However, these methods need a lot of manual intervention, increasing the risk of damaging fragile geometries and producing inconsistent final parts. When it comes to surface finishing, SLS parts are often smoothed by sanding and using semi-automated equipment that is typically not designed for 3D printing. These approaches are not practical to take full advantage of an SLS printer’s capabilities and scale to larger production volumes.Fortunately, several industry players are developing automated solutions for SLS parts post-processing. PostProcess Technologies, for example, offers solutions powdered by its Thermal Atomized Fusillade (TAF) technology, in which two perpendicular single-axis jet streams, comprised of compressed air, detergent and suspended solids, provide targeted blast sequences, while using 360° part rotation for maximum surface exposure.Then UK company, AMT, is going to launch an automated depowdering solution later this year. Ultimately, switching from manual to automated depowdering will help to optimise SLS 3D printing workflow in a significant way, not only by reducing manual labour time, but also by enabling companies to scale their SLS production more efficiently.
SLS applications: A growing use in production
While SLS technology continues to be used in prototyping, increasingly it’s also becoming popular for functional part testing, as well as production applications. AerospaceThe aerospace industry, for example, is using SLS to create interior parts of the aircraft. A case in point is Emirates, the largest airline in the UAE. The airline is using 3D printing to produce aircraft cabin components, including video monitoring shrouds and air vent grills. The latter have already been certified and installed for onboard trials on Emirates aircraft.Emirates is partnering with 3D Systems to produce the video monitoring shrouds, using SLS technology and 3D Systems’ DuraForm ProX FR1200 Nylon material, which meets flame retardancy thresholds required by the aerospace industry for interior cabin parts. Consumer goodsIn the consumer goods industry, Chanel is pioneering the use of SLS 3D printing for mascara brushes. The brand is now 3D printing millions of mascara brushes, in collaboration with French 3D printing service provider, Erpro Group. [caption id="attachment_12899" align="aligncenter" width="800"]

[Image credit: Chanel] [/caption]Using SLS technology, the design of the brush has been optimised - for example, the rough, granular texture, achieved with SLS technology, improves the adhesion of the mascara to the lashes.In addition to beauty products, SLS is increasingly used in the medical and footwear fields to produce customised insoles and sandals. MotorsportsIn motorsports, the technology can help racing teams to innovate car designs and test them faster than would be allowed by traditional technologies. Alfa Romeo’s Sauber Formula One (F1) team is a good example of how a motorsports company can leverage SLS 3D printing. SLS is mainly used for the aerodynamic development of the Alfa Romeo F1 car in the wind tunnel, as well as a wide variety of laminating moulds, cores and complex serial parts. During production, they use a powder-based material, developed by Sauber Engineering, which is used when particularly light and rigid components are required, from F1 brake ventilation and body components for pre-production vehicles and prototypes, to a wide range of ready-to-use construction elements.The sky is the limit for SLS applications. Given the recent developments in SLS materials and technology, this statement rings especially true.
SLS: One of the best choices for polymer 3D printing
The SLS 3D printing market is in a state of continuous evolution. The technology gets democratised with the introduction of compact and affordable benchtop systems. In the meantime, the manufacturers of industrial SLS equipment put a greater focus on solutions that help to establish SLS as a production tool. As a result, the volume of projects, achieved with SLS technology, is steadily increasing. Evidence of this is the fact that more than 75 per cent of 3D printing projects used SLS methods in 2019, according to Sculpteo’s report. A takeaway here is that SLS is regarded as one of the best choices for polymer 3D printing. We believe this will continue to hold true in both the near and distant future.






.svg)

Subscribe to our
newsletter
