
Post-Processing for Industrial 3D Printing: Key Trends You Should Know





Post-processing can be one of the key bottlenecks in using additive manufacturing (AM) as an industrial process. Each AM technology requires its own set of post-processing solutions, which need to be automated as much as possible, to enable viable use of the technology in production. Fortunately, the industry has started to tackle post-processing challenges, with more companies introducing solutions to help automate and optimise the post-printing workflow. In today’s article, we’ll be taking a look at some of the solutions available for polymer and metal 3D printing, as well as exploring why post-processing is the key to greater productivity with AM. Take a look at the other articles covered in this series: How the 3D Printing Hardware Market is Evolving in 2019The Evolution of 3D Printing Materials Market: Trends and Opportunities in 20193D Printing Software: Achieving True Digital Production
Automating post-processing for 3D-printed polymer parts
In the domain of polymer 3D printing, there’s a strong focus on automating the post-processing stage. Removal processes, such as support removal, resin or powder removal, are the most commonly employed post-processing operations. They are typically performed manually, which takes up a lot of time and labour resources. Further complicating this stage is the fact that many companies are using several 3D printing technologies, each with its own post-processing requirements. So how can companies improve their post-processing operation, before they face bottlenecks when adding more printers or introducing another 3D printing technology?Companies, like Rösler, PostProcess Technologies, AMT and DyeMansion, have been developing solutions to help AM users streamline post-processing.
Developing an end-to-end post-processing solution
One company aiming to simplify post-processing workflow is UK-based Additive Manufacturing Technologies (AMT). [caption id="attachment_11959" align="aligncenter" width="840"]

a 3D-printed part (foreground) and a post-processed part (background) [Image credit: AMT] [/caption]Launched last year, AMT’s first part finishing system, PostPro3D, uses a chemical vapour smoothing process, which applies proprietary chemicals to smooth the surface of a 3D-printed polymer part. The chemical solution seals the surface and removes the porosity of the part. It also prevents water or gas ingress and actually enhances mechanical properties. AMT’s solution is aimed at polymer parts produced with powder bed and extrusion-based technologies. The PostPro3D can finish printed parts, using highly engineered polymers like ULTEM, nylons, TPU, & TPE, etc. More than 95 polymers are validated for its systems, according to the company. More recently, the company also commercialised a smaller and cheaper PostPro3D Mini unit, targeting research institutes and smaller service bureaus. Going forward, AMT plans to launch its Digital Manufacturing System, which will combine depowdering, smoothing, colouring and inspection, to automate each of the manual post-processing steps.
DyeMansion’s VaporFuse Surfacing technology
Another company providing AM finishing systems is German company, DyeMansion. Last month, the company unveiled its new Powerfuse S system, based on VaporFuse Surfacing (VFS) technology, a closed-loop, automated process that is capable of achieving smooth, high-gloss surface finishes for 3D-printed parts. [caption id="attachment_12219" align="aligncenter" width="780"]
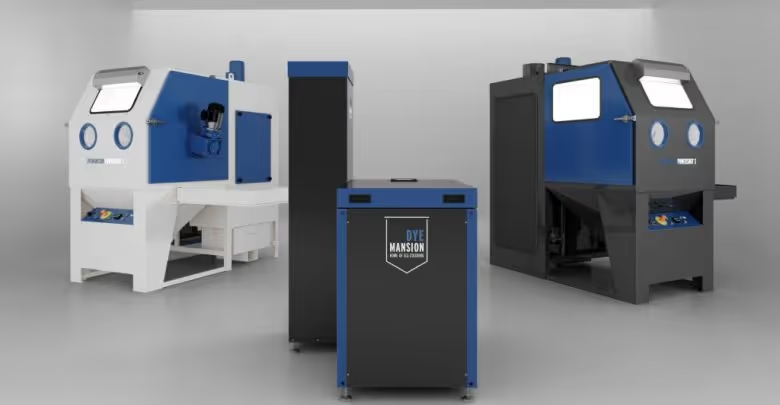
A range of post-processing systems form DyeMansion [/caption]Parts treated with the VFS process are also water repellent and easy to clean. According to DyeMansion, the surface quality of a VFS part is comparable to that of injection moulded parts.In terms of materials, DyeMansion’s new VFS technology is compatible, not only with hard polymers such as PA11 or PA12, but also with flexible materials like TPU, which can be challenging to finish manually. To raise the bar in post-processing automation and digitisation, DyeMansion also introduced a fully automatic loading option, connectivity and batch tracking features to the new system. When it comes to the longer-term plans, the Powerfuse S finishing platform - and the VFS technology - will be integrated into DyeMansion’s Print-to-Product Workflow. In this workflow, the VFS process can be implemented as a second (or additional) surfacing option alongside PolyShot Surfacing (PSS) and can be followed by the colouring process.
Rösler’s AM Solutions
In addition to AM-specific post-processing firms, large companies that typically serve traditional industries, have begun to develop solutions for AM. One such company is Rösler Group, a German specialist in surface finishing solutions.Rösler has been providing services in the field of surface finishing for over 80 years. The conglomerate offers an extensive portfolio of mass finishing systems, shot blasting, consumables and post-processing solutions across 15 different subsidiaries.The company joined the 3D printing industry last year, by launching a multi-functional platform for surface finishing 3D-printed parts, called RapidFinish.This year, the company decided to bundle its AM activities, which also include services, under the AM Solutions brand.AM Solutions’ 3D post-processing division offers capabilities like unpacking, removal of support structures, removal of residual powder, surface cleaning, smoothing, polishing and dyeing 3D-printed parts. These services are available for metal, polymer and alloy 3D-printed parts, using AM Solutions’ selection of post-processing equipment. Some of the machines are developed by Rösler, while others are from other vendors, like PostProcess Technologies and GPA INNOVA.The various post-processing stages are each carried out by an automated system, which reportedly enables users to achieve a high degree of repeatability and higher productivity. Rösler not only sells surface finishing machines, but also adapts its solutions to specific 3D printers. For example, last month, AM Solutions announced a cooperation agreement with HP. According to the agreement, the company will leverage its expertise in surface finishing solutions to adapt them specifically to HP’s Multi Jet Fusion technology.
Post-processing for metal 3D-printed parts
When it comes to the post-processing of metal 3D prints, the workflow is more complicated than the polymer one and requires a lot of specialised equipment. 3D-printed metal parts must be cut away from their build plate and then heat-treated to remove the internal stresses generated during the printing process.Furthermore, different metal 3D printing processes may require different post-processing solutions. For example, to post-process parts produced with a metal binder jetting 3D printer, a company will need a piece of additional equipment for debinding and sintering. At the same time, there are fewer solutions developed specifically for metal AM post-processing. In the majority of cases, AM users apply the same set of post-processing equipment they use for metal parts, produced with traditional technologies.That said, there is one promising post-processing solution for AM that can be used to remove supports from metal parts and can achieve smooth surface textures in an automated setting. Called Hirtisation, the new process has been pioneered by Austrian company, Hirtenberger Engineered Surfaces. [caption id="attachment_12220" align="aligncenter" width="840"]

[Image credit: Hirtenberger Engineered Surfaces] [/caption]The process consists of three steps. In the first, support structures and powder cake are removed from the part and surface roughness is reduced substantially. In the second step, the part’s surface roughness is further reduced, resulting in a surface quality suitable for most industrial applications. The third, optional step, is a high polishing process which creates a decorative, ultra-smooth finish.According to the company, Hirtisation is suitable for all metals and alloys commonly used in 3D printing. Oerlikon AM, the unit providing AM services, has recently entered into a partnership with Hirtenberger to evaluate the Hirtisation Process. In the first stage of their cooperation, Oerlikon and Hirtenberger discovered that the Hirtisation process was able to finish parts with geometries that were previously difficult, or impossible, to finish with other surface treatment methods.The ability to post-process extremely complex metal components more efficiently is a huge advantage in industries which rely on the design freedom AM provides. Systems like Hirtisation help to unlock this advantage and facilitate further industrialisation of the technology.
Solving a depowdering issue
In powder-based metal 3D printing processing, users typically need to remove the powder left after the printing process. However, it’s not an easy task, because if a part has a complex design, there’s a risk that the powder will be trapped inside the part. Releasing the powder is predominantly done manually, which is not efficient when post-processing large batches of parts. To automate the process, German company, Solukon, in partnership with Siemens, has developed the SFM-AT800S system for automated depowdering of 3D-printed parts made with powder bed fusion technology.The depowdering system is a stainless steel chamber, which admits aluminium, titanium and nickel-based alloy parts with dimensions up to 800 x 400 x 550 mm.Once a part has been loaded in the machine, the depowdering process begins. Using controlled vibrations, with wide-ranging frequencies and motorised axis rotation, the system thoroughly cleans the metal sintered part of any residual metal powder.After the automated process, the machine also supports manual cleaning with 6 bar pressure compressed air or inert gas.Such a process also helps to safely reclaim the residual powder, preventing contamination, and prepare it for further processing.Some 3D printer manufacturers are also developing depowdering solutions specifically for their machines. Earlier this year, Digital Metal, a metal binder jetting expert, announced an automation solution, which uses a CNC machine to remove powder in the post-processing operation.Another metal binder jetting company, ExOne, also offers an automated depowdering station developed for its printers. As metal 3D printing is increasingly used in the production of highly complex and intricate parts, like fuel nozzles and heat exchangers, the need for automated depowdering solutions will only be growing. Ultimately, switching from manual to automated depowdering will help to optimise metal 3D printing workflow in a significant way, not only by reducing manual labour time, but also by minimising powder waste and scrap parts due to powder residue issues.
Post-processing for 3D printing: A key to greater productivity
Scaling and automating post-processing operations remains a challenge. However, we’re optimistic that this challenge will soon become a thing of the past, as several industry players develop solutions to overcome it. From support removal, to depowdering, to surface finishing and colouring, today AM users have more options than ever to optimise and automate their post-processing steps. Ultimately, having the right post-processing infrastructure in place opens the door to a high degree of repeatability and productivity with AM. Therefore, implementing post-processing must be a priority for those adopting 3D printing for production or looking to ramp up the use of the technology in the future.






.svg)

Subscribe to our
newsletter
